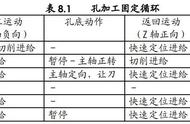
首先我们要了解清楚G99与G98都是钻孔循环,但是他们的动作关系是不一样的,G99钻孔结束后抬刀到R平面,G98钻孔结束后抬刀到安全平面,如下图:

1、那为什么G99要修改成G98呢,这是为了防止移刀会撞刀,很多人不明白程式检查是没有问题,为什么加工就撞刀了,那当后处理出来是G99如何修成G98呢?如下图:

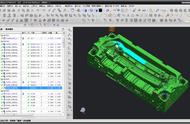
2、后处理出来是G99,原因是后处理没有做好,修改后处理不是人人都会修改,所以最简单的方法通过软件设置,在【钻孔加工界面】-【-循环类型】-【编缉参数】-【指定参数组为1】-【cycle参数】-【退刀】,把退刀改为自动,详细如下:

3、点击板手进行编缉,指定参数组默认为1

4、退刀参数(Rtrvto)改为自动