G代码来袭,你不知道的那些关于G代码的事情小编整理了相关的G代码小常识,期望对小伙伴们有帮助哦。
一、G代码功用详解
关于快速定位
(1)该指令使刀具依照点位操控方法快速移动到指定方位。移动过程中不得对工件
进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便中止,而其他轴持续运动。
(3)不运动的坐标无须编程。
(4)G00能够写成G0
关于直线插补
(1)该指令使刀具依照直线插补方法移动到指定方位。移动速度是由F指令进给速度。所有的坐标都能够联动运转。
(2)G01也能够写成G1
关于圆弧插补
(1)X、Z在G90时,圆弧结尾坐标是相对编程零点的肯定坐标值。在G91时,圆弧结尾是相对圆弧起点的增量值。不管G90,G91时,I和K为圆弧的圆心相对于起点的增量坐标。是X方向值、K是Z方向值。圆心坐标在圆弧插补时不得省略,除非用其他格局编程。
(2)G02指令编程时,能够直接编过象限圆,整圆等。
注:过象限时,会自动进行空隙补偿,假如参数区末输入空隙补偿与机床实践反向空隙
悬殊,都会在工件上产生显着的切痕。
(3)G02也能够写成G2。
关于外圆(内圆)固定循环
格局:G81__X(U)__Z(W)__R__I__K__F__
(1)X,Z为结尾坐标值,U,W为结尾相对 于当时点的增量值 。
(2)R为起点截面的要加工的直径。
(3)I为粗车进给,K为精车进给,I、K为有符号数,而且两者的符号应相同。
符号约定如下:由外向中心轴切削(车外圆为“—”,反这为“ ”。
(4)不同的X,Z,R 决议外圆不同的开关,如:有锥度或没有度,正向锥度或反向锥度,左切削或右切削等。
(5)F为切削加工的速度(mm/min)
(6)加工结束后,刀具中止在结尾上。
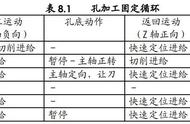
关于加工过程
1:G01进刀2倍的I(第一刀为I,最终一刀为I K精车),进行深度切削:
2:G01两轴插补,切削至结尾截面,假如加工结束则中止:
3:G01退刀I到安全方位,同时进行辅佐切面润滑处理
4:G00快速进刀到高工面I外,预留I进行下一步切削加工 ,重复至1。
肯定值方法编程,格局:G90
二、注意事项
1、G00与G01
G00运动轨道有直线和折线两种,该指令只是用于点定位,不能用于切削加工
G01按指定进给速度以直线运动方法运动到指令指定的目标点,一般用于切削加工
2、G02与G03
G02:顺时针圆弧插补 G03:逆时针圆弧插补
3、G04(延时或暂停指令)
一般用于正回转切换、加工盲孔、阶梯孔、车削切槽
4、G17、G18、G19 平面挑选指令,指定平面加工,一般用于铣床和加工中心
G17:X-Y平面,可省略,也能够是与X-Y平面相平行的平面
G18:X-Z平面或与之平行的平面,数控车床中只要X-Z平面,不用专门指定
G19:Y-Z平面或与之平行的平面
5、G27、G28、G29 参考点指令
G27:回来参考点,检查、确认参考点方位
G28:自动回来参考点(通过中心点)
G29:从参考点回来,与G28合作使用
6、G40、G41、G42 半径补偿
G40:撤销刀具半径补偿
7、G43、G44、G49 长度补偿
G43:长度正补偿 G44:长度负补偿 G49:撤销刀具长度补偿
8、G32、G92、G76
G32:螺纹切削 G92:螺纹切削固定循环 G76:螺纹切削复合循环
9、车削加工:G70、G71、72、G73
G71:轴向粗车复合循环指令 G70:精加工复合循环 G72:端面车削,径向粗车循环 G73:仿形粗车循环
10、铣床、加工中心:
G73:高速深孔啄钻 G83:深孔啄钻 G81:钻孔循环G82:深孔钻削循环
G74:左旋螺纹加工 G84:右旋螺纹加工 G76:精镗孔循环 G86:镗孔加工循环
G85:铰孔 G80:撤销循环指令
11、编程方法 G90、G91
G90:肯定坐标编程 G91:增量坐标编程
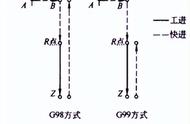
12、主轴设定指令
G50:主轴最高转速的设定 G96:恒线速度操控 G97:主轴转速操控(撤销恒线速度操控指令) G99:回来到R点(中心孔) G98:回来到参考点(最终孔)
13、主轴正回转中止指令 M03、M04、M05
M03:主轴正传 M04:主轴回转 M05:主轴中止
14、切削液开关 M07、M08、M09
M07:雾状切削液开 M08:液状切削液开 M09:切削液关
15、运动中止 M00、M01、M02、M30
M00:程序暂停 M01:方案中止 M02:机床复位M30:程序结束,指针回来到最初
16、M98:调用子程序
17、M99:回来主程序