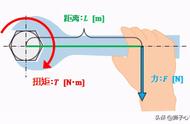
紧固件拧紧的本质是为了获取夹紧力,通过夹紧力,可以抵抗各种比如横向和轴向外载荷。但由于夹紧力无法直接监控,最终拧紧的可靠性是通过扭矩监控的,所以通过有效的监控方法,检测紧固件拧紧后的残余扭矩,是判断紧固件拧紧可靠性的重要方法。
如下图所示,紧固件扭矩衰减一般是在瞬间就完成了60-70%的衰减。对于任何连接,随着时间的推移,都会有一定程度的扭矩衰减,一般有以下两种情况中:粗糙的表面配合时造成的衰减和软连接中的扭矩衰减。
总之发生扭矩衰减的原因是多种多样,可以通过人、机、料、法、环等各角度去分析,目前螺丝君里该类资料很多,在此不多多说,但如何去有效监测拧紧后的残余扭矩呢?目前方法也很多,小编一一带各位了解下。

图1 扭矩衰减过程 图1 扭矩衰减过程
一、残余扭矩测试方法
再拧紧扭矩法
- 具体做法:再拧紧扭矩法是在拧紧的螺栓上进一步拧紧较小的角度获得的静态扭矩到动态扭矩装化点的扭矩,拧紧的角度一般为10-15°。
- 优缺点:无需破坏连接副、操作便利、工具价格适中,可靠性强,目前该种方法在主机厂使用较为广泛。
如下图所示,为再拧紧扭矩法的测试方法和测试工具,常用的表盘扳手和数显扳手就可以满足,当然测试人员一般是需要经过专门培训的。

图2 再拧紧扭矩法测试过程 图2 再拧紧扭矩法测试过程
如果对再拧紧扭矩不是太清楚,下图是通过记录扭矩和转角的曲线,先拧紧15°,再反松90°,下图中圈出的拐点位置即为对应点的再拧紧扭矩。

图3 再拧紧扭矩测试曲线 图3 再拧紧扭矩测试曲线
那如何评判拧紧点的再拧紧扭矩是否合格呢?
下面为经验数值:将拧紧点根据重要性分为A,B,C三种等级,A是涉及安全的拧紧点,B是涉及是否会出现故障的拧紧点,C是一般普通的拧紧点。
测试推荐完成拧紧后的15-30min。
- 对于A类和B类拧紧点,0.8*预拧紧扭矩≤再拧紧扭矩≤1.2*预拧紧扭矩;
- 对于C类拧紧点,0.7*预拧紧扭矩≤再拧紧扭矩≤1.2*预拧紧扭矩;
- 对于软连接点,0.5*预拧紧扭矩≤再拧紧扭矩≤1.2*预拧紧扭矩。
那何为软连接点,即拧紧副中含有塑料等较软,拧紧角度较大的连接点。
根据ISO5393螺纹紧固件用旋转式气动装配工具性能试验方法软连接:到达贴合点后,旋转720°(2 圈)以上达到目标扭矩。如下图所示,当小于30°时,为硬连接,此类连接再拧紧扭矩较大;当大于720°时,为软连接,此类连接再拧紧扭矩较小。