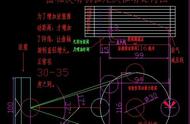
2)曲轴主轴颈及连杆颈磨削
跟踪磨削法是以主轴颈中心线为回转中心,一次装夹依次完成曲轴连杆颈的磨削加工(也可用于主轴颈磨削),磨削连杆轴颈的实现方式是通过CNC控制砂轮的进给和工件回转运动两轴联动,来完成曲轴加工进给。跟踪磨削法采用一次装夹、在一台数控磨床上依次完成曲轴主轴颈和连杆颈的磨削加工,能有效地减少设备费用,降低加工成本,提高加工精度和生产效率。

3)曲轴主轴颈、连杆颈圆角滚压机床
应用滚压机床是为了提高曲轴的疲劳强度。据统计资料表明,球墨铸铁曲轴经圆角滚压后的曲轴寿命可提高120%~230%;锻钢曲轴经圆角滚压后寿命可提高70%~130%。滚压的旋转动力来源于曲轴的旋转,带动滚压头中的滚轮转动,而滚轮的压力是由油缸实施的。

发动机主要受力零件曲轴其疲劳破坏最常见的是金属疲劳破坏,即弯曲疲劳破坏和扭转疲劳破坏,前者的发生概率大于后者。弯曲疲劳裂纹首先产生在连杆轴颈(曲柄销)或主轴颈圆角处,然后向曲柄臂发展。扭转疲劳裂纹产生于加工不良的油孔或圆角处,然后向与轴线成方向发展。金属疲劳破坏是由于随时间周期性变化的变应力作用的结果。曲轴破坏的统计分析表明,80%左右是弯曲疲劳产生的。

曲轴断裂的主要原因
(1)机油长期使用变质;严重的超载、超挂,造成发动机长期超负荷运行而出现烧瓦事故。由于发动机烧瓦,曲轴受到严重磨损。
(2)发动机修好后,装车没经过磨合期,即超载超挂,发动机长期超负荷运行,使曲轴负荷超出容许的极限。