总体质量要求
⑴表面质量。由于门盖属于汽车外覆盖件,因此其外表面必须平滑顺畅,没有压痕、凹陷、波浪起伏和明显的褶皱等缺陷。
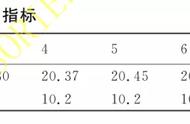
⑵尺寸精度。由于在装配过程中,门盖需要与汽车车身的其他部件保持均匀的装配尺寸关系,因此包边零件必须保证轮廓尺寸与理论尺寸差异在允许的公差范围内(表2),且同类总成零件的尺寸精度一致性控制在有效范围内,以保证覆盖件总成的互换性良好。
尺寸要求
⑴外板翻边角度及翻边高度。外板单件翻边角度一般选择95°≤θ ≤110°,当100°≤θ ≤110°时,要放大过翻边量。
⑵过翻边。外板翻边边缘在预包边和完全包边时产品会向内侧移动,如图4 所示,所以,在单件模具上翻边轮廓线要考虑过翻边0.5mm,产品拐角部位或面曲率变化比较大的部位不考虑过翻边。

图4 过翻边示意图
表2 包边常见尺寸公差及精度要求

⑶外板翻边长度选择。外板翻边长度是按产品形状及包边条件来设计的。一般拐角区域取值为3mm,渐变区域取值为5mm。
⑷内板件要求。内板包边面部位不能存有起皱、毛刺等问题。如图5 所示,内板件的包边面不能往上翘,有一定程度往下比较好,在模具设计时要考虑这些问题。
常见包边缺陷及控制方法
包边带来的质量缺陷有包边开裂、起皱、不实、表面凹陷及边缘不顺等。
包边开裂、起皱
起皱开裂一般发生在包边件的拐角或曲率变化比较大的部位,此类缺陷的出现主要是由包边前后材料的急剧变化导致的。若处理不好,就会在圆角和过渡处出现开裂和起皱。
此类缺陷一般通过调整外板的翻边高度来解决,即在外板冲压件角部或曲率变化比较大的部位开包边工艺缺口。
包边不实
包边不实一般有两种表现形式:一种为包边不紧实,主要体现在包边完成后,内外板包边面存在间隙,有松动,用力推动会出现内板在外板内窜动的现象;另一种是包边不平整,主要体现在包边间隙不均匀,或紧或松,会在表面形成波浪状。
此类缺陷出现的主要原因是包边件在终包边状态时,包边镶块、包边件与下模型面间隙不一致。此类问题一般是通过提高包边模具的研合率来解决:放一个包边总成件在下模上,包边部分涂上蓝丹,然后使包边镶块与零件接触,通过观察蓝丹的均匀程度,判断包边镶块型面与零件的一致性,根据蓝丹颜色深浅进行模具型面研配,最终保证型面的一致性。
另一个可能的原因就是压力机的压力不够导致压合不彻底,这类缺陷通过调整压力即可解决。
包边表面形状缺陷

图5 内板件要求示意图