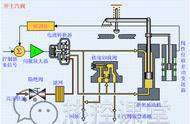
如图所示:
填充过程中炮筒前端为最小值进行设置的顺序

如图所示:模流分析的动画,当产品充填到97~98%会转V/P的位置,也可以理解为当产品充填还剩下产品体积的5%左右转保压(V/P)。
简单的说,当产品充填完成后转保压的位置设定

如图所示:注塑机段位的设定图
假如储料100、松退5、射出起点105

注塑机段位解读:
第一段也称为起点的位置:位置130、采用110的压力、速度22、时间0.5sec
第二段:位置130打到127、采用120的压力、速度20、时间0.19sec
第三段:位置127打到50、采用120的压力、速度30、时间3.58sec
第四段:位置50打到40、采用110的压力、速度26、时间0.32sec
第五段:位置40打到28(也称为V/P位置)、采用110的压力、速度12、时间0.0sec
如图所示,下面采用5段射出以后转保压。

理解原则:
用多大压力,多大的速度,从哪里到哪里,然后转保压,关键要设定好保压位置。
延伸学习:
,