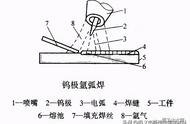
今天我们聊一下电建锅炉受热面的焊接技巧,受热面也叫水冷壁,一般采用全氩焊接、也有采用氩电焊的不过很少。一个合格的高压焊工不仅要会焊还要会对口、特别是我们对接水冷壁的时候、尽量不要错口、错口量不能超过1mm。管排和集箱打磨好以后,在对口之前要进行通球实验,目的是看看里面有没有异物。
首先是在地面预置,管排和集箱放在预置钢结构平台上,平台高度要我们坐在下面能抬起头来,高点也没关系但是不能矮了,高了我们可以垫东西坐着焊。

在点口的时候我们一般点正上面12点位置,点2公分左右。点口是个技术活、我们要留合适的缝隙一般焊丝能下去就好。如果这一排口没点之前先拉起来看看缝是不是一样大,如果有焊缝小的焊口,要先点缝小的最后点缝大的,避免一会收缩没缝。如果缝大我们就在缝小的一侧按顺序点过去,等到了缝大的地方就收缩差不多了,如果焊缝均匀我们就跳着点、一般连续点个四五个焊口隔10几根在点四五个焊口,这样为让焊缝撑住避免一会点着点着收缩没有缝隙。如果遇见大缝的可以不点、等焊完再来对这个大缝的、等焊完之后这个大缝也会收缩差不多了。或者让他像金箍棒一样长一点也行,管子一长这样焊缝也会变小点,方法用火焰在管子两侧加热、一侧预热20公分,管子受热膨胀长个3mm不是问题。等焊缝合适了立马点上、不要等凉了又收缩回来。等点完口记得要把两侧鳍片气割割的缝用焊条焊上,上下各点焊3公分左右,不然点焊的口容易受应力崩开。
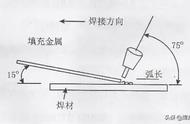
等这一排口点焊完了,我们不要着急到下面去焊。在侧面看一下集箱与管排的角度、让集箱上仰15度左右,因为我们是从底部开始焊,所以要留出反变形,这个是很重要的大家切记。然后用气割氧气在上面挨着吹一下焊口里面的脏东西。如果有风一定挡好风、用木板把上面盖住避免风上下穿过引起气孔。等试一下氩气纯度就可以焊接了。

在底部正中间6点位置过去一公分起焊,这样下一枪接头的时候好接,焊至夹角处收弧、记住一定要超过中间的鳍片,不然在上面接头的时候够不着、或者焊枪角度太大引起气孔。等焊至立焊到夹角的时候速度稍快一点,这时温度已经上来了避免坠瘤。夹角收弧的时候送最后一滴丝之后,收弧要快避免温度太高产生缩孔。
等我们底部全焊完以后到上面不要着急焊,用磨光机把正上面的焊点打磨一下方便接头,也可不打磨。打磨好处大,特别是焊缝小的,这样接头不容易未融。下一步用手电看一下内部下半部的成型,看看里面接头有没有内凹或未融合、有没有焊丝头等缺陷。如果有内凹和未融合磨掉返修。如果是焊丝头长度在2mm以上要处理,找一个人在上面用手电照着里面观察,另一个然后下去用焊枪找对位置融化一下,等里面温度一红的时候,让上面的观察手配合好。
在上面打底的时候焊枪从夹角处往下一公分预热,这样能把缩孔化掉,等夹角处温度上来加丝焊至上面接头。盖面的时候用抛光球磨一下,避免层间未融。然后把焊机电流调大20个左右开始盖面,这样焊出来的焊缝合格率高,颜色发白也漂亮