通过本文大家可以明确桩基钢筋笼制作、安装作业的工艺流程、操作要点和相应的工艺标准,指导、规范钢筋笼作业施工。

一 、编制依据
《钢筋焊接及验收规程》(JGJ18-2012)
《钢筋混凝土用钢 热轧光圆钢筋》(GB1499.1)
《钢筋混凝土用钢 热轧带肋钢筋》(GB1499.2)
《公路工程质量检验评定标准》(JTGF80/1-2004)
二、施工工序
原材料报验→可焊性试验→焊接参数试验→设备检查→ 施工准备→胎具模具制作→钢筋笼分节加工→声测管制安→ 钢筋笼底节吊放→第二节吊放→校正、连接→循环施工→最后节定位。
三、钢筋笼加工制作
3.1 施工准备
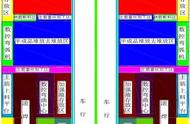
(1)钢筋加工场地硬化、并对原材料区、加工区、成品存放区规划区分。
(2)原材料进场、 报验,试验合格后才进行使用。
(3)人员设备组织,钢筋工、电焊工等人员和钢筋切断机、电焊机、调直机等设备进场。
(4)架设电力线路,并根据现场实际情况配置变压器和发电机。
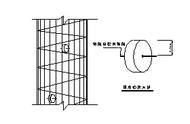
(5)制作加工钢筋笼胎具。

3.2钢筋进场
⑴钢筋在进场时,要有钢筋出厂质量证明和试验报告单。
进场时除应检查其外观和标志外,应按不同的钢种、等级、牌号、规格及生产厂家分批抽取试样进行力学性能检验,检验合格后方可使用。
⑵钢筋在运输过程中,应避免锈蚀、污染或被压弯。存放时,应按不同品种、规格,分批分别堆置整齐,不得混杂,并设立识别标志,存放时间不宜超过6个月。存放场地应有防、排水设施,且钢筋不得直接置于地面,应垫高或堆置在台座上,顶部应采用合适的材料予以覆盖,防止水浸和雨淋。
⑶对进场的钢筋的检验,可按同牌号、同炉罐号、同规格尺寸的钢筋进行组批,每60t为一批,不足60t按一批计。
3.3 钢筋加工
⑴除锈
钢筋的表面应洁净、无损伤,使用前应将表面的油渍、漆皮、鳞锈等清除干净,带有颗粒状或片状老锈的钢筋不得使用;当除锈后钢筋表面有严重的麻坑、斑点,已伤蚀截面时,应降级使用或剔除不用。
⑵ 调直
钢筋应平直、无局部弯折,成盘的钢筋和弯曲的钢筋均应调直。采用冷拉方法调直钢筋时,R235钢筋的冷拉率不宜大于2%;HRB335、HRB400牌号钢筋的冷拉率不宜大于1%。
⑶下料
根据配料表要求长度将钢筋截断,直径40mm 以下的钢筋可用断筋机切割;直径12mm 以下的可用砂轮机切割。切割时要保证断料的长度准确性。
⑷弯曲成型
根据图纸和配料单所表示的规格、尺寸弯曲成型,其误差应按表5-1进行控制。

⑸钢筋的接长 一般桩基础钢筋骨架主筋的接长焊接可采用电弧焊和闪光对焊,大直径桩、超长桩钢筋骨架连接宜采用机械连接接头。
①闪光对焊:
A、接头处不得有横向裂纹。
B、与电极接触的钢筋表面,对钢筋不得有明显烧伤
C、接头处的弯折不得大于3°。
D、接头处的钢筋轴线偏移不得大于0.1倍的钢筋直径,同时不得大于2mm。
②电弧焊:
钢筋接头采用搭接或帮条电弧焊时,宜采用双面焊缝。
钢筋接头采用搭接电弧焊时,两钢筋搭接端部应预弯,使两接合钢筋轴线一致。钢筋接头采用帮条电弧焊时,帮条应采用与主筋同级别的钢筋,其总截面面积不应小于被焊钢筋的截面积。焊缝长度,双面焊缝不小于5b,单面焊缝不小于10d。电弧焊接接头与钢筋弯曲处的距离不应小于10倍钢筋直径,也不宜位于构件的最大弯矩处。
焊接接头的焊缝厚度不小于主筋直径的0.3 倍;焊缝宽度不小于主筋直径的0.8 倍。
电弧焊接头外观检查结果,应符合下列要求:
A、焊缝表面应平整,不得有凹陷或焊瘤;
B、焊接接头区域不得有肉眼可见的裂纹;
C、咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合表5.5.2要求。