添加图片注释,不超过 140 字(可选)
表示。
配合制(基准制)是指同一极限制的孔和轴组成的一种配合制度。
配合制分基孔制和基轴制。
基孔制配合的孔为基准孔,其代号为 H基准孔的基本偏差为 EI = 0
基轴制配合的轴为基准轴,其代号为 h基准轴的基本偏差为es = 0
必须掌握的六个计算公式
ES=Dmax-D ; es=dmax-d (1)
EI=Dmin-D ; ei=dmin-d (2)
TD=|ES-EI|; Td=|es-ei| (3)
Xmax(Ymin )=ES-ei ; (4)
Xmin(Ymax )=EI-es (5)
Tf =|Xmax(Ymin)-Xmin(Ymax)|=TD+Td (6)
标准公差系列决定孔、轴公差带大小。
标准公差系列是由不同的公差等级和不同的孔、轴公称尺寸的标准公差值构成的。
公差等级共20个等级,等级依次降低,公差数值依次增大,精度越低。
基本偏差系列决定孔、轴公差带位置。
基本偏差是确定公差带相对零线位置的上偏差或下偏差,一般为靠近零线或位于零线的那个偏差。
孔和轴各有28种基本偏差。
各种基本偏差形成配合的特性
(1) A—H与h和a—h与H各形成11种间隙配合。
(2) JS、J—N与h和js、j—n与H 各形成5种过渡配合。
(3) P—ZC与h和p—zc与H各形成12种过盈配合。
公差带用基本偏差的字母和公差等级数字表示,如H7,f6等。配合用相同公称尺寸与孔、轴公差带表示。孔、轴公差带写成分数形式,分子为孔的公差带,分母为轴的公差带。
(1) 零件图上:在公称尺寸后注出公差带代号或注出上、下偏差值,或者同时注出公差带代号和上、下偏差值。
(2) 装配图上:在公称尺寸后注出孔、轴配合代号,或者同时注出孔、轴配合代号和孔、轴的极限偏差。
(1)一般情况下应优先选用基孔制
(2)轴与公称尺寸相同的多孔配合,且配合性质要求不同的情况,此时采用基轴制
标准公差等级的选用原则:在充分满足使用条件下,考虑工艺的可能性,应尽量选用精度较低的公差等级。
孔的公差等级比轴的公差等级低一级。若孔选IT7,则轴选IT6。
配合种类的选用通常有计算法、试验法和类比法。
类比法是确定机械和仪器配合种类最常用的方法。
第4章 几何精度设计与检测
几何误差是指零件加工后的实际形状、方向和相互位置与理想形状、方向和相互位置的差异。在形状上的差异称形状误差,在方向上的差异称方向误差,在相互位置上的差异称位置误差。
几何误差对零件使用性能的影响:
① 影响零件的功能要求
② 影响零件的配合性质
③ 影响零件的自由装配
几何误差的研究对象——几何要素
构成零件几何特征的点、线、面称为几何要素。
几何要素分类:
1. 按结构特征分:(1)组成要素(轮廓要素)
(2) 导出要素(中心要素)
2. 按检测关系分: (1) 被测要素 (①单一要素 ②关联要素)
(2)基准要素
基准-理想的基准要素。
1.

编辑切换为居中
添加图片注释,不超过 140 字(可选)

编辑切换为居中
添加图片注释,不超过 140 字(可选)
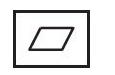
几何公差的类型、几何特征及其符号如表4.1所示。
几何公差分为形状公差(6项)、方向公差(5项)、位置公差(6项)和跳动公差(2项)共四类(19项)。
其中形状公差是对单一要素提出的几何特征,因此,无基准要求。
方向公差、位置公差和跳动公差是对关联要素提出的几何特征,因此,在大多数情况下都有基准要求。
2. 几何公差的附加符号如表4.2所示

编辑切换为居中
添加图片注释,不超过 140 字(可选)
单一基准
基准种类 公共基准(组合基准)
三基面体系
几何公差带有形状、大小、方向和位置四个要素。
几何公差带位置有浮动和固定两种形式。
1. 形状公差带
形状公差带是控制被测要素为线或面。形状公差有直线度、平面度、圆度和圆柱度等主要几何特征项目。
形状公差带的特点:不涉及基准,它的方向和位置均是浮动的,只能控制被测要素形状误差大小。
2. 方向公差带
方向公差带是控制被测要素为线或面。方向公差有平行度、垂直度和倾斜度等主要几何特征。方向公差是指实际关联要素相对基准要素的理想方向的允许变动量。因此,方向公差有基准。