焊接数据取决于工件的尺寸, 并且必须选择以确保焊缝的穿透性和正确形状。从这一基本要求出发, 选择合适的填充焊丝尺寸、电弧电压、焊接电流、焊接速度等参数。
1.电压
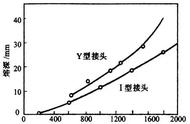
电弧电压决定了电弧的形状和宽度, 在一定程度上也决定了其穿透力。在平板的 I 型接头中, 过高的电弧电压会产生更宽的焊缝, 而在 V 形接头、X 接头和圆角半径中, 它会导致凹焊缝, 并且不易被除去。另一方面, 太低的电弧电压将导致高, 圆焊缝在 I 型关节和 V 型接头, 而在 X 关节和圆角半径, 它会导致一个凸焊缝。

2.电流
焊接电流是最重要的渗透参数,电流设置取决于金属的厚度和接头的类型。电流对焊缝的宽度没有影响, 但电流过大会导致烧穿, 而电流过低则会导致根缺陷的穿透不足。
这意味着, 与焊丝送丝速度成正比的焊接电流会影响沉积熔敷速率 (每单位时间内熔化的电极材料的数量), 因此随着焊接电流的增加, 填料焊丝的熔化率也增加。对于给定的焊接电流, 如果焊丝是负极, 则沉积速率会更高, 但会降低渗透率。

3.焊接速度
焊接速度 (沿焊缝线的直线速度) 也影响穿透。如果相对于原始值的速度增加, 穿透将会减小, 焊缝会变窄。在某些焊接中降低速度会增加穿透力,然而, 降低焊接速度约20-25 厘米/分钟 (取决于实际价值的电流) 可以有相反的效果, 即减少渗透, 因为过大的熔池尺寸,会阻止电弧转移热能到木材金属中。如果熔深保持不变,焊接速度发生变化, 就必须通过调整焊接电流来补偿, 即增加或减少焊速。
4.焊丝
对于给定的电流,焊丝大小的改变将导致电流密度的改变。更大的焊丝直径会降低穿透的程度,在某种程度上,也会导致焊在底部燃烧的风险。此外,电弧将变得更加困难,电弧稳定性将受到不利影响。如果在v型关节中使用了太大的电极,就有可能出现根缺陷。

5.干伸长