4、焊接生产
根据焊接工艺评定试验的结果编制了焊接工艺规程,并在工程施工前对相关车间、处室进行了工艺贯彻,讲解了低温钢焊接时应注意的事项,并对车间焊工进行了培训、考试,取得了相应的资格证。
在施工过程中,车间和检查部门都较为重视,基本能按照工艺要求去做。但是还存在着一些问题,尤其是产品试板力学性能指标出现不合格的现象,影响了工期的顺利进行。
出现这些问题的原因主要体现在以下几点:
⑴思想认识不到位,没有把低温钢与其它材料严格区分开来,头脑中存在着只要无损检测没有问题就算合格的意识。无损检测只是一种手段来判定在焊接接头内部是否存在有缺陷,而不能当做能否满足力学性能要求的依据,只有对产品试板的焊接接头进行破坏性试验才是最终检验焊接接头是否合格的依据,。
⑵不能完全贯彻工艺,焊接工艺上的每一个参数都是根据合格的焊接工艺评定数据而来的,不是工艺人员凭空杜撰出来的。如果偏离了这些规范参数,就会使焊缝的性能出现偏差。线能量变大,使焊接接头力学性能变差。在一次处理问题时,发现现场焊接电流偏大,焊接速度缓慢,与焊接工艺中制定的规范参数有较大偏离,从而导致线能量增大,对日后设备的使用可能造成隐患。基于这种情况,决定将此焊缝清除掉,按照焊接工艺规范参数重焊。
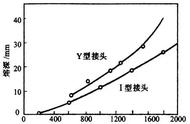
采用较小的线能量所得到的焊缝薄而窄,而采用大线能量焊接出的焊缝宽而厚,晶粒粗大,性能变差。以埋弧焊为例进行实测,焊接电流、电弧电压及焊接速度对焊缝尺寸的影响见下表:

由上表可以看出,随焊接电流、电弧电压的不断增大,焊缝宽度及厚度也会增加。当焊缝宽度为35㎜时,焊接电流、电弧电压范围已远超出工艺的要求,线能量也超出最大允许值2倍以上。而这种情况在平常的实际生产中也常出现。对焊缝断面抛光后浸蚀,会显现出焊缝的宏观金相,可以明显地看出焊缝的层数。
⑶焊条、焊剂使用上不能完全按照要求去做,一次领用太多,不能在满4小时后将剩余焊条或焊剂退库重新烘干。这样做会使焊条药皮和焊剂吸潮使焊缝中存在较多的氢,使焊缝出现气孔及裂纹的机率增大。
⑷产品试板出现不合格的情况。出现的原因是多种的,但是主要的原因还是由于超规范引起的。在某一工程中我们对09MnNiDR材料专门按大规范和正常规范焊接了产品焊接试板。