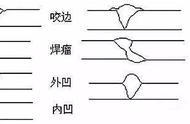
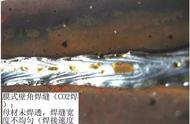
一.前言:
我们知道在焊接厚板时,若采用单丝埋弧焊,加大焊接电流和电弧电压,虽然可以增加焊丝填充量,提高焊接速度,但是由于热输入量大,热循环过程快,会引起焊缝金属组织粗大,冲击性能降低。而且,熔化金属可能来不及摊开,造成焊缝成型不美观;采用双丝双弧埋弧焊由于是双电弧单熔池,不仅实现高速焊接,而且热循环过程相对较慢,有利于焊缝中微量元素的扩散,提高焊缝性能 ,

目前网上关于,双丝双弧的工艺类文章可以搜索一大堆;阅读每一篇都会发现一些新的东西;我想分享的是另外一下东西。也为了方便富科斯调试人员及用户提供结合实际的焊接工艺参数参考数据。
实验基准:工件厚度为16mm板
二 试验设备:
前焊丝Lincoln DC-1000直流电源,后丝Lincoln AC-1200 交流电源。
三.焊接材料及焊接坡口:
1.试验材料及规格:
δ=16mm Q235A试板;。衬板厚度为14mm。采用H08MnAφ4焊丝。焊剂采用HJ431。
2.焊接坡口:
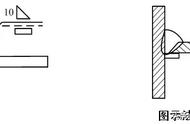
对厚度16mm板设计两种形式坡口。为了提高生产效率,减少焊丝填充量,以及减少立板侧的表层焊缝宽度,采用单面带钝边坡口,将坡口开在腹板上。坡口和接头组合形式见图1-3。考虑到箱形梁生产过程一般采用气割下料,留钝边不易保证尺寸,因而又设计了另一种无钝边的坡口形式。坡口和接头组合形式见图4-6。

四. 焊接工艺
(一)试验:
双丝双弧埋弧焊前后焊丝距离试验 :前后焊丝距离对焊缝成形及电弧稳定性有一定影响。试验采用平板,在相同的焊接参数下,进行不同丝距的比较试验。焊接规范参数如下:
前后焊丝直φ4mm
前丝伸出长度: 30mm 后丝伸出长度: 35mm
后焊丝倾角: 15度
前丝焊接电流 700A
前丝电弧电压 35V
后丝焊接电流:500A
后丝电弧电压:39-40V 焊接速度:28.2/m.h-1
不同焊丝距离对焊缝成形的影响列于表1。
表1. 不同焊丝距离对焊缝尺寸的影响

从表中数据可见,焊缝宽度随丝距加大而减小。焊缝厚度随丝距加大而增加。丝距越近,焊缝表面越均匀。
㈡.焊丝伸出长度试验:
焊丝伸出长度是指从导电嘴为起点所伸出焊丝的长度。当有电流通过时,在这段焊丝上产生电阻热。焊丝的熔化速度由电弧热和电阻热共同决定。因此,焊丝伸出长度直接影响焊缝的成形。在双丝双弧埋弧焊时,对厚壁工件多层焊选择合适的焊丝伸出长度,可加大焊缝厚度,减少焊道层数。焊丝伸出长度对焊缝尺寸影响的试验结果列于表2。试验所采用的规范如下:前后焊丝直径为φ4mm; 前丝焊接电流680A; 前丝电弧电压35V;后丝焊接电流600A; 后丝电弧电压37-39V;焊接速度30/m.h-1。
表2. 不同焊丝干伸长对焊缝尺寸影响的试验结果