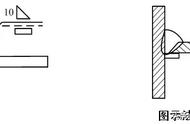
从6#试样(图8)可见,由于坡口间隙较大,焊缝根部熔深增加,垫板熔透约3/4,且上层焊缝较宽。从7#试样(图9)焊缝横截面图可见,焊缝根部刚刚焊透,上层焊缝较宽。采用3mm间隙35°坡口所焊8#接头(图10)根部熔透良好且熔深适当,上层焊缝宽度适中,焊缝表面成形较好。
3. δ=16mm箱形梁焊接规范参数试验结果
分析:
从焊缝表面成形、解剖的焊缝横截面结合表4和表5中焊接工艺参数综合分析可看出,5#和6#试样焊接线能量较大,焊缝的体积随之增加,焊缝中无缺陷。8#试样坡口形式和焊接 规范均较合适,所焊焊缝内部无任何缺陷,根部熔透深度适中,既能满足焊缝质量要求,又降低焊缝填充量,从而降低了成本。如果有条件机械加工坡口,采用单边30°角,5mm钝边,5mm间隙(图3)的坡口形式,按表4中5#试样规范参数,将焊接速度适当增加,将会取得较好效果。焊缝表面质量与焊接工艺参数直接有关。在坡口中焊接前后焊丝距离在22-30mm范围内,电弧较稳定(在相同规范参数下),焊缝成形较好,焊波均匀光滑。丝距为75时,所焊焊缝波纹较粗糙,起弧时前后丝相差距离较大,需进行补焊。厚度16mm板焊接第一层时坡口已基本熔合,焊缝与坡口边缘园滑过渡,焊渣容易脱落。但若第一层热输入量较小,焊缝边缘凹陷于坡口内,清渣困难,甚至需要使用电铲除渣。对于厚度16mm箱形梁焊接还应还根据设计要求来选择坡口形式。要求全焊透的接头,根部必须加厚度12mm以上的垫板(在箱形梁内部的永久性垫板)。
五.结论:
1. 试验结果证明,厚度16mm箱形梁腹板与立板采用双丝双弧埋弧焊工艺,可获得符合产品技术条件要求的焊接接头。单边开坡口(在腹板上开坡口)30-35度、5mm-3mm间隙、12mm-14mm垫板的接头形式较为适宜。焊接两层焊缝,第一层焊缝焊接时应将线能量控制在46600-50000/J.cm-1之间。
2.厚板打底层焊缝的焊接工艺参数匹配应保证良好的焊缝成形系数(1.3-1.5),以免产生热裂纹。
3.双丝双弧埋弧焊时,前后焊丝距离可在22-80mm范围内选择,距离小焊缝较宽,焊波光滑;距离大焊波粗糙,焊缝窄厚。
4.试验采用焊丝伸出长度度为前丝约30mm,后丝35mm。采用前丝为145mm,后丝30mm焊丝伸出长度所焊焊缝厚度比前者增加约1.5mm(约增加40%)。在焊接厚板坡口上部焊缝时,采用长焊接伸出长度,可提高焊接生产效率。