从表中数据可见,焊丝伸出长度对焊缝宽度影响不大,对焊缝高度及熔深有一定影响。焊丝伸出长度增加,焊缝厚度随之增加,焊缝熔深减小。在焊接厚壁工件时,选择较长的焊丝伸出长度对提高生产效率具有一定意义。
㈢. 厚度16mm板双丝双弧焊焊接工艺参数试验:
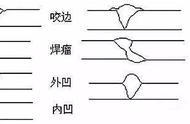
板厚16mm箱形梁采用双丝双弧焊具有一定难度,因为双丝双弧焊的熔池较大,很容易将立板边熔化,造成咬边。为了将16mm厚板全焊透,又保证立板侧焊缝边缘整齐,焊接坡口至关重要。为此,采用所设计的图一至图六坡口形式进行了焊接工艺参数试验。
1.单边开坡口带钝边留间隙接头双丝双弧焊规范参数试验:
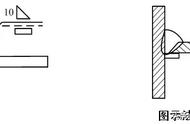
图1至图3为带钝边坡口,根部采用14mm垫板。所选用的焊接规范参数应满足焊接过程稳定,焊接一次完成,焊缝根部需焊透,焊缝中无不容许缺陷,焊缝表面成形良好的要求。三种带钝边坡口焊接规范参数列于表3。
表3. 三种带钝边坡口焊接规范参数

按表3中规范参数焊接试件,1#和3#焊接过程不够稳定,焊缝下凹未填满,焊缝表面波纹粗糙。其中3#虽然坡口较小,两侧边缘基本熔透,但焊缝仍不饱满。经解剖三种坡口根部均已焊透。由此可见,对16mm厚板,焊缝一次焊透成形很困难。
为此,又以图3所示坡口形式,进行了两层焊试验。规范参数列于表4。
表4. 30°带钝边坡口两层焊规范参数

4#试样焊接过程比1#-3#稳定,焊接两层焊缝余高较厚,表面焊波粗糙。5#试样将丝距减小,焊接过程稳定。由于焊接速度较快,焊缝余高较小,焊缝表面较光滑。将5#试样解剖,焊缝根部焊透且熔合良好,第一层已将两侧坡口熔合且焊缝园滑过渡,第二层焊接填满了坡口并调整了焊缝表面成形,焊缝中无任何缺陷。
如果箱形梁腹板采用刨边机加工坡口,钝边的尺寸能够保证。但大部分厂家是以气割下料开坡口,难以保证钝边的尺寸,从而影响接头根部的焊接质量。为适应这种生产条件,采用所设计的图4-6不带钝边的坡口形式进行焊接规范参数试验。
无钝边坡口的不同接头形式,焊接规范参数列于表5。
表5. δ=16mm板无钝边坡口焊接规范参数

6#、7#、8#三种坡口形式接头的焊缝截面见图8 9 10 。