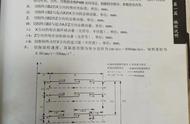
图中,X O Z 为机床坐标系,X 1O 1Z 1为X 坐标轴在工件首端的工件坐标系,X 2O 2Z 2为X 坐标轴在工件尾端的
工件坐标系,O 为机械零点,A 为刀尖,A 在上述三坐标系中的坐标如下: A 点在机床坐标系中的坐标为(x,z);
A 点在X 1O 1Z 1坐标系中的坐标为(x 1,z 1); A 点在X 2O 2Z 2坐标系中的坐标为(x 2,z 2);
1.3.4 插补功能
插补是指 2 个或多个轴同时运动,运动合成的轨迹符合确定的数学关系,构成二维(平面)或三维(空间)的轮廓,这种运动控制方式也称为轮廓控制。插补时控制的运动轴称为联动轴,联动轴的移动量、移动方向和移动速度在整个运动过程中同时受控,以形成需要的合成运动轨迹。只控制 1 轴或多轴的运动终点,不控制运动过程的运动轨迹,这种运动控制方式称为定位控制。
GSK980TD 的 X 轴和 Z 轴为联动轴,属于 2 轴联动 CNC 。GSK980TD 具有直线、圆弧和螺纹插补功能。 直线插补:X 轴和 Z 轴的合成运动轨迹为从起点到终点的一条直线。
圆弧插补:X 轴和 Z 轴的合成运动轨迹为半径由 R 指定、或圆心由 I 、K 指定的从起点到终点的圆弧。 螺纹插补:主轴旋转的角度决定 X 轴或 Z 轴或两轴的移动量,使刀具在随主轴旋转的回转体工件表面形
成螺旋形切削轨迹,实现螺纹车削。螺纹插补方式时,进给轴跟随主轴的旋转运动,主轴旋转一周螺纹切削的长轴移动一个螺距,短轴与长轴进行直线插补。
示例:棒料、零件
Z 1 (Z 2
) O 1
O 2 图
1-6 z
z
x
/2 x 1
/2 (x 2 /2 ) z 1
z 2
X 1
(
, 0 ) O ( x ,z)
( x 1 ,z 1 ) x ( 2 ,z 2 ) X 2
…
G32 W-27 F3; (B →C ;螺纹插补) G1 X50 Z-30 F100;
G1 X80 Z-50; (D →E ;直线插补) G3 X100 W-10 R10; (E →F ;圆弧插补) (30)
1.3.5 绝对坐标编程和相对坐标编程
编写程序时,需要给定轨迹终点或目标位置的坐标值,按编程坐标值类型可分为:绝对坐标编程、相对坐标编程和混合坐标编程三种编程方式。
使用X 、Z 轴的绝对坐标值编程(用X 、Z 表示)称为绝对坐标编程;使用X 、Z 轴的相对位移量(以U 、W 表示)编程称为相对坐标编程;
GSK980TD 允许在同一程序段X 、Z 轴分别使用绝对编程坐标值和相对位移量编程,称为混合坐标编程。
示例:A→B 直线插补。
第一篇编程说明
图 1-8
图 1-7
绝对坐标编程:G01 X200. Z50.;相对坐标编程:G01 U100. W-50.;
混合坐标编程:G01 X200. W-50.;或G01 U100. Z50.;
注:当一个程序段中同时有指令地址X、U或Z、W,X、Z指令字有效。
例如:G50 X10. Z20.;
G01 X20. W30. U20. Z30.;【此程序段的终点坐标为(X20,Z30)】
1.3.6 直径编程和半径编程
按编程时X轴坐标值以直径值还是半径值输入可分为:直径编程、半径编程。
直径编程:状态参数NO.001的Bit2位为0时,程序中X轴的指令值按直径值输入,此时,X轴的坐标以直径值显示。
半径编程:状态参数NO.001的Bit2位为1时,程序中X轴的指令值按半径值输入,此时,X轴的坐标以半径值显示。
表1-1 与直径编程或半径编程的设置有关的地址

除表1-1 所列举的地址外的其它的地址、数据,例如:圆弧半径、G90 的锥度等X 轴指令值均按半径值输入,与直径编程或半径编程的设置无关。
注1:在本说明书后述的说明中,如没有特别指出,均采用直径编程。第一篇编程说明
Ⅰ-13
Ⅰ-11
1.4 程序的构成
为了完成零件的自动加工,用户需要按照 CNC 的指令格式编写零件程序(简称程序)。CNC 执行程序完 成机床进给运动、主轴起停、刀具选择、冷却、润滑等控制,从而实现零件的加工。程序示例:
图 1-9