06
用法
好坏鉴别
活塞环的工作表面不得有刻痕、擦伤、剥落,外圆柱面和上下端面应有—定的光洁度,曲度偏差不应大于0.02—0.04毫米,环在槽中的标准下沉量不得超过0.15- 0.25毫米,活塞环的弹力、间隙符合规定。
此外,还应检查活塞环的漏光度,即将活塞环平放在气缸内,在活塞环下边放一个小灯炮,上面放一块遮光板,然后观察活塞环与气缸壁之间的漏光缝隙,由此可知活塞环与气缸壁的接触是否良好。在一般情况下,用厚薄规测量活塞环漏光缝不应超过0.03毫米。连续漏光缝的长度不应大于气缸直径的1/3,若干处漏光缝隙长度不应大于气缸直径的1/3,若干漏光总长度不应超过气缸直径的1/2,否则,应更换。
标记规定
活塞环标记 GB/T 1149.1—94规定:所有要求有安装方向的活塞环应在上侧面,即接近燃烧室的侧面加以标志。在上侧面标志的环包括:锥面环、内倒角、外切台环、鼻形环、楔形环和要求安装方向的油环,环的上侧面均有标记。
注意事项
安装活塞环时应注意
1)活塞环平装入气缸套内,接口处要有一定的开口间隙。
2)活塞环应装在活塞上,在环槽中,沿高度方向要有一定的边间隙。
3)镀铬环应装在第一道,开口不要对着活塞顶部的涡流凹坑方向。
4)各活塞环开口在互相错开120℃,均不准对着活塞销孔。
5)锥形断面活塞环,安装时锥面应向上。
6)一般扭转环安装时,倒角或切槽应向上;锥面反扭转环安装时,仍保持锥面向上。
7)安装组合环时,应先装轴向衬环,再装扁平环和波形环。波形环上、下各装一片扁平环,各环开口应相互错开。

材料功能
1、耐磨性
2、贮油性
3、硬度
4、耐蚀性
5、强度
6、耐热性
7、弹性
8、切削性能
其中尤以耐磨性及弹性最重要。大功率柴油机活塞环材料主要有灰铸铁、球墨铸铁、合金铸铁、蠕墨铸铁。
07
活塞连杆组装配
柴油发电机活塞连杆组装配的几大要点如下:
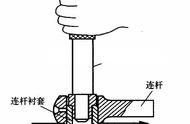
一、压装连杆铜套。
安装连杆铜套时最好用压力机,也可借助虎钳进行,切忌用铁锤猛打;铜套上的油孔或油槽与连杆上的油孔要对正,以保证其润滑
二、装配活塞及连杆。
装配活塞及连杆时,应注意它们的相对位置和方向。
三、巧装活塞销。
活塞销与销孔为过盈配合。安装时,应先将活塞放在水或机油中均匀加热至90℃~100℃,取出后,把拉杆放在活塞销座孔之间适当位置,然后将涂有机油的活塞销按既定方向装入活塞销孔和连杆铜套内。
四、活塞环的安装。
安装活塞环时,要注意各环位置和顺序。
五、装入连杆组。
安装活塞环时应注意
1)活塞环平装入气缸套内,接口处要有一定的开口间隙。
2)活塞环应装在活塞上,在环槽中,沿高度方向要有一定的边间隙。
3)镀铬环应装在第一道,开口不要对着活塞顶部的涡流凹坑方向。
4)各活塞环开口在互相错开120℃,均不准对着活塞销孔。
5)锥形断面活塞环,安装时锥面应向上。
6)一般扭转环安装时,倒角或切槽应向上;锥面反扭转环安装时,仍保持锥面向上。
7)安装组合环时,应先装轴向衬环,再装扁平环和波形环。波形环上、下各装一片扁平环,各环开口应相互错开。
活塞环折断是活塞环常见的损坏形式之一。一般多是第一、二通活塞环容易发生折断,断裂部位多在搭口附近。活塞环可折断成几段,也可能呈粉碎状,甚至失踪。活塞环折断会使气缸磨损加剧。
活塞环折断的常见原因
活塞环折断的原因很多,除材料缺陷、加工质量低外,主要是使用中维护管理不良和装配质量差所致。

一、搭口间隙过小
搭口间隙小于装配间隙时,运转中活塞环受热温度升高,使搭口处金属膨胀无充分的余地,搭口两端对顶产生弯曲,在搭口附近折断。
二、环槽积炭
燃烧不良、缸壁过热使润滑油氧化或烧损均会使气缸中积炭严重。当积炭严重时,环活动受阻,环与缸壁强力作用,刮下的滑油和金属屑混合,并在漏泄燃气作用下在环槽下端面上形成局部的坚硬积炭。活塞环下面有局部的坚硬积炭,上面受到周期性燃气压力作用,使活塞环产生弯曲疲劳折断。
三、气缸套磨台
活塞组件与气缸套长期相对运动使气缸套磨损后在缸套上部出现磨台。当活塞上行至上止点时,第一道活塞环碰撞磨台受到冲击而折断。
四、环槽过度磨损
环槽下端面过度磨损后呈倾斜状(喇叭状)。当活塞在上止点附近时,燃气压力作用使环紧贴于倾斜的环槽下端面上,活塞环产生扭曲变形,活塞环槽过度磨损而疲劳折断。
五、活塞环挂住气口
二冲程柴油机经常会发生活塞环挂住扫、排气口使环折断的损坏。由于活塞环开口部位张力最大,受热变形大,而气缸套上气口之间的筋受热容易变形,当活塞运动时环与气口相遇,只要环开口处稍微接住气口就会使环折断。
六、活塞环径向胀缩疲劳
当活塞环弹力不足或缸套过度磨损时,活塞环与气缸壁不能紧贴,即不能保持气密,以致高压燃气漏泄将环压入环槽。当活塞下行时气缸内燃气压力降低,活塞环又从环槽内弹出,活塞环不断地径向胀缩以致疲劳折断。
七、活塞环过度磨损使环的强度不能满足要求而断环
目前的活塞环材料多为灰铸铁、合金铸铁、球墨铸铁等脆性材料,且在铸造过程中内部组织可能出现气孔、裂纹或成分的偏析使局部强度下降或裂纹处产生应力集中,工作中造成冲击断裂或疲劳断裂。
八、缸套的严重磨损
在上、下死点位置产生阶梯状磨损引起凸肩,在连杆大端产生较大磨损或连杆大小端轴承修理后使原来死点位置发生变化时,在惯性力作用下造成撞击断环。
九、滑油和燃油的配合问题
从燃油的性质上来分析,有的燃油所含的硫分较高,如雷氏1000s燃油。因此当燃料燃烧时所产生的SO2和SO3也就比较多。而SO2和SO3在高温下呈气态,直接与金属作用会引起气体腐蚀。并促使积碳和胶质沉积物坚硬化,增加了缸套、活塞环的磨损。按要求,当柴油机使用高硫分的燃油时,应使用强的或高碱性专用滑油。如果主机在运行中没有使用与燃油相配套的气缸油或者用机油来代替气缸油。这样,滑油中和燃烧而生成的酸能力下降,造成酸性物质对活塞、活塞环的腐蚀更加严重,导致经常发生活塞环断裂现象。
活塞环折断的应急处理方法

活塞环的折断主要发生在经常暴露于高温高压下的上部活塞环,特别是在气缸表面磨损的场合。如果环在运行中折断,则环的断口会将气缸内表面刮破而发出响声;或者因燃气漏泄使气缸下部过热,进而漏入曲柄箱中,产生大 量油雾。另一方面,活塞环断裂后,由于压缩压力也降低,使燃烧不良,排气冒黑烟。
如果发生活塞环突然折断现象,应立即停车,吊缸更换活塞环,以保证气缸的密封性。若当时情况不允许停车吊缸或无备件,则应降低转速,降低该缸的喷油量或停油,并保证故障缸的良好润滑,适当增大供油提前角,启动时换成轻油,密切注意环缸有无异常声音,使柴油机安全运行到达港口进行修理。如果活塞环连续折断,应将环嵌进环槽,一面上下轻轻振动,一面转动,检查环和环槽的间隙。对那些磨损严重的环槽进行光车,换用较厚的环,或者更新活塞。
,