上板为薄板时,对准A点:上板为厚板时,对准C点。
横焊
操作要点

①横焊时选用的焊接参数与立焊相同。
②焊矩可做小幅度的前后直线往复摆动,以防温度过高,熔池金属下淌。
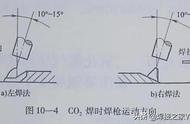
③焊矩与焊缝水平线的夹角及与焊缝之间的夹角如图所示。
④厚板对接横焊和角焊时,均需采用多层焊,第一层焊道应尽量焊成等焊脚焊道,从下往上排列焊道,每层焊完都应尽量得到平坦的焊缝表面.随着焊道层次的增加,逐步减少每道焊道的熔敷金属量,并增加焊道数。
立焊
操作要点

①当用细焊丝短路过渡焊接时,应自上而下焊接。焊矩上部略向下倾斜。电弧要始终对准熔池前方,气体流量比平焊稍大。主要运条方式是直线式和小幅摆动法,但对开坡口的对接焊缝和角接焊缝应尽量避免摆动。
②当使用直径1. 6mm焊丝的颗粒状过渡(长弧焊)方式进行焊接时,仍和焊条电弧焊相似,采用自下而上焊接,电流取下限值,以防止熔化金属下淌。
角接焊缝向上立焊时,如果要求很大的焊脚,则第一层也可采用三角形摆动,三角点都要停留0.5~1s,要均匀向上移动,以后各层可采用月牙形摆动。
仰焊
操作要点

①应适当减小焊接电流,焊枪可做小幅度直线往复摆动,防止熔化金属下淌。
②气体流量应稍大些。
③焊炬与竖板夹角及向焊接方向倾斜的角度如图所示。
④厚板多层焊时的熔敷方式如左下图所示,第一层类似于单面焊,第二、三层都以均匀摆焊炬的方式进行焊接。但在坡口面交界处应做短暂停留。
,