一、二氧化碳气体保护焊操作要领
1.引弧
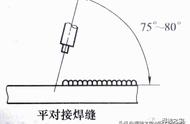
采用直接短路法引弧,引弧前保持焊丝端头与焊件间2-3mm的距离(不要接触过近),喷嘴与焊件间10-15mm的距离。按动焊枪开关,引燃电弧。此时焊枪有抬起趋势,必须用均衡的力来控制好焊枪,将焊枪向下压,尽量减少焊枪回弹,保持喷嘴与焊件间距离。若对焊接焊应采用引弧板,或在距焊件端部2-4mm处引弧,然后缓慢引向待焊处,当焊缝金属熔合后,再以正常焊接速度施焊。通过引弧练习达到引弧准。电弧稳点燃烧过程快的要求。
2.直线焊接
直线焊接形成的焊缝宽度稍窄,焊缝偏高熔深要浅些。
(1)始焊端焊件处于家督的温度,引弧之后,先将电弧稍微拉长一些,以此对焊缝端部适当预热,然后再压低电弧进行起始端焊接。若是重要焊件的焊接,可在焊件端加印弧板,将印弧时容易出现的缺陷留在引弧板上。
(2)在原熔池前方10-20mm处引弧,然后徐苏将电弧引向原熔池中心,待熔化金属与原熔池边缘吻合后,再将电弧引向前方,使焊丝保持一定的高度和角度,并以稳定的速度向前移动。
(3)焊缝终焊端若出现过深的弧坑,会使焊缝收尾处产生裂纹和缩孔等缺陷。在收弧时,如果焊机没有电流衰减装置,应采用多次断续引弧方式填充弧坑,直至将弧坑填平。
直线焊接焊枪的运动方向有两种:一种是焊枪自右向左移动,称为左焊法;另一种是焊枪自左向右移动,称为右焊法,如图10-4所示。

左焊法操作时,电弧的吹力作用在熔池及其前沿处,将熔池金属向前推延,由于电弧不直接作用在母材上,因此熔深较浅,焊道平坦且变宽,飞溅较大,保护效果好。采用做焊法虽然观察熔池困难些,但易于掌握焊接方向,不易焊偏。又焊法操作时,电弧直接作用到母材上,熔深较大,焊道窄而高,飞溅略小,但不易准确掌握焊接方向,容易焊偏,尤其对焊接时更明显。一般CO2焊时,均采用左焊法,前倾角为10-15°。
3.摆动焊接
在CO2半自动焊时,为了获得较宽的焊缝,往往采用横向摆动运丝方式,常用的摆动方式有锯齿形、月牙形、正三角形、斜圆圈形等几种,如图10-5所示。

摆动焊接时横向摆动运丝角度和起始端的运丝要领与直线焊接一样。在横向摆动运丝时要注意以下要领的掌握:左右摆动的幅度要一致,摆动到焊缝中心时,速度应稍快,而到两侧时,要稍作停顿;摆动的幅度不能过大,否则,熔池温度高的部分不能得到良好的保护作用。一般摆动幅度限制在喷嘴内径的1.5倍范围内。
二、二氧化碳气体保护安全要求
1.作业人员应戴齐全、完好、干燥、阻燃的手套,穿工作服及绝缘鞋等个人防护用品,如图10-6所示。CO2气体保护焊比普通埋弧电弧焊的弧光更强,紫外线辐射更强烈,应选用颜色更深的滤光片。
2.采用必要的防止触电措施与良好的隔离防护装置和自动断电装置;焊接设备必须保护接地或接零并经常进行检查和维护,如图10-7所示。

3.焊接作业点附件,不得有易燃、易爆物品,如图10-8所示。存在的易燃物品时,必须确保规定的安全距离,并采取严密的防范措施。
4.焊接工作结束后,必须切断电源和气源,如图10-9所示,并仔细检查工作场所周围及防护设施,确认无起火危险后方能离开。

5.其他防止点击及防灼烫等有关安全防护措施及要求,与钨极氩弧焊基本相同。
6.在通风不良或狭窄空间的焊接场所进行CO2气体保护焊时,须加强通风措施,以免因 CO2浓度超过国家规定的允许浓度(30 mg/m²),而影响焊工身体健康。