二保焊和电焊调节电流的方式是一样的,如果焊薄件,电流和电压都要调小些,焊厚件要把电流和电压调的大些,以达到速度的效果。
焊薄件电流、电压调的太高容易焊漏。厚件焊接如果电流、电压调的太小溶深太浅,达不到焊接强度。只有调节好适当的焊接电流和电压,才能达到最佳焊接效果。

那么二保焊该怎么操作才能焊出理想的焊缝呢?
农村万象就和大家分享一下我个人的焊接经验。首先是焊接角度,焊接方向和运条方式。
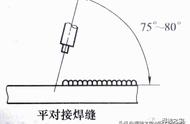
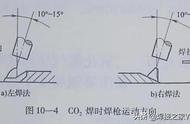
如果是直角夹角焊,焊枪的角度和焊件应该是45度,焊接方向为左行焊,枪嘴要偏左,枪身偏右,形成往左推的焊接方向。

焊接薄件是不需要运条的,调节好适当的电流电压直行焊接就可。而焊太薄的焊件时建议以点焊为主,因为你是新手,还不具备跑的条件和技术经验。
厚件的焊接,平焊一般采用左右摆动的运条方式。直角夹角焊采用斜圆圈的运条方式。立焊,如果是薄件可以立向下焊接,这样焊接出来的焊缝比较美观,而且容易操作。而厚件是不允许立向下的焊接方式,必须由下到上,采用左右摆动的运条方式进行焊接。

不管哪种焊接方式,都必须保持匀速,不能忽快忽慢,焊缝粗细、高低不平,影响焊缝成型成的美观和强度。
今天就和大家分享到这里,有什么问题可以观注农村万象,有什么不同意见和见解可以评论。农村万象洞察农村,分享农村里的新鲜事。
,