摄影或影视滤镜镜片的加工或制作,是滤镜质量品质的核心,确定整个滤镜的根本品质高低!影响拍摄与否主要取决于镜片,至于镜框主要关乎滤镜的使用和美观!接下来我重点讲述滤镜镜片的加工和制作方法!
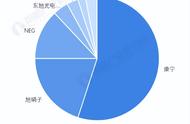
滤镜镜片的选材:这里我们常用的有两种材料。一种是略带绿色的日本旭硝子平板玻璃材料,这种材料价格便宜,材料平整度好,对于后期的高清加工比较有利,但缺点是整体透过率低,镜片材料本身带一定的绿色;第二种用得比较多的是德国肖特公司生产的B270平板玻璃基材,这种玻璃材料整体为白色,透过率高,接近光学玻璃特性,缺点是价格高昂,基片的平整度差,后期高清加工要求高!另外一种就是光学级别的K9(国产牌号)或BK7(国外牌号),这两种材料因为价格相对于其他光学玻璃非常便宜,也可以用于滤镜的加工,但这两种材料是砖块式材料,后期加工成本高,所以用得非常少;大家都很清楚滤镜基本以平面为主,选择材料自然平板类材料加工比较方便。
镜片的加工工序有以下工序:
基材的切割:选好基材种类后根据尺寸口径的不同,使用钻石切割或激光切割,将基材切割成需要的尺寸,需要留一定的切割余量,便于后工序加工;
滚边和倒角:将切割好的基材去除多余余量,保证外形尺寸,让锋利的镜片棱角倒钝,保护后期加工和装配中不容易破边或崩边,同时让玻璃外边缘变毛,不再出现边缘反光而影响拍摄;
镜片研磨:选择比较粗点的金刚砂对镜片两个大面进行研磨,确保两个大面的平行度,去除表面比较深的划痕和点子等缺陷,同时减少镜片厚度,到需要的厚度尺寸,留0.1-0.15毫米加工余量到后工序。研磨完的镜片表面比较粗糙,有点像我们日常常见的毛玻璃。本道工序,如果选择的是旭硝子玻璃,基本上可以省略,但B270因为两个面的平整度比较差,是重点工序。
镜片粗抛光:将研磨完的镜片清洗掉第一次研磨完的研磨砂后,再用粗一点的抛光进行粗抛光,快速的抛亮镜片,但因为本工序使用的抛光粉颗粒较粗,镜片表面会留下一些很细的抛光痕迹。
镜片精抛光:本道工序与上一道工序相通,只是更换抛光粉为更细的颗粒度,同时更换抛光皮,确保镜片表面通亮无任何可见划痕或点子等缺陷。
镜片表面检测:使用100瓦日光灯照射玻璃,在暗室中观测镜片,通过透射和反射照明方式,查看镜片表面或内部有划痕、点子、气泡等缺陷否;本道工序与检测员经验关系很大。更理想的是采用平面干涉仪检测其表面质量,比较准确。
镜片的高清检测:将镜片放置在平行光管下进行A2或A3鉴别率版成像检测,滤镜是否高清将直接影响拍摄的分辨率或清晰度。
镜片镀膜:根据要求对镜片表面镀膜处理,镀膜工艺比较多,以后再介绍!
谢谢关注,如果对大家有帮助,请继续支持和关注!