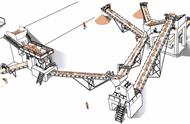
图4 带凹圆弧工艺图
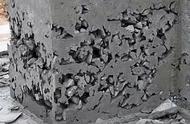
(4)滑料:①情形1:待折弯工件出现折弯线和工件边缘线不平行的情况,即一端在折弯机下槽上有支点,另一端无支点,工件实物如图5所示,其中L为割缝长度。②情形2:待折弯工件折弯线和工件边缘线平行,但两端在折弯机下槽上均无支点。对此采取的工艺措施为:①增加割缝处理。
针对情形1,工艺人员对下料图沿工件折弯线方向增加割缝,其长度为工件折弯线向外偏移,偏移宽度为选择折弯机下槽宽度的一半。②增加余量处理。
针对情形2,工艺人员对下料图增大尺寸,以使边缘在折弯机下槽上有支点,满足折弯。待折弯工序完成后,对其按照产品图进行切割余量处理,修磨割口,满足产品质量要求。

图5 带割缝工艺图
(5)压痕或滑伤:工件在压弯时, 受折弯机上模和下槽挤压作用, 出现不同程度压痕或滑伤。一般碳钢件表面粗糙度要求不高, 轻微的伤痕对其没有影响。但是对于430―2B、12Cr17Mn6Ni5等一些特殊材质,外观镜面,需采取一定工艺措施予以保护。对此采取的工艺措施为:①对于碳素钢材质,增大折弯下槽宽度,使其成形圆角半径增大,减小下槽对工件的挤压。
②对于特殊不锈钢材质,压弯前做准备工作,在折弯机下槽上铺纸隔离, 若工件两面均需要保护,也可对工件沿折弯线方向铺纸隔离。有较好生产条件者,可使用防压痕垫。
2. 折弯工件工艺性问题预防
(1)带孔折弯工件:
当折弯工件带有圆孔或者长圆孔,如图6、图7所示,其中L为孔边缘线到弯曲区域边缘距离,t为板厚,若采取压弯前孔已成形,且在弯曲变形内,则压弯后会出现拉料情况,导致折弯件外形尺寸达不到设计图样要求,同时孔也会发生变形,需采取工艺措施预防。

图6 带圆孔折弯工件

图7 带长圆孔折弯工件
对此采取的工艺措施为:①对于圆孔,若L≥2t,孔可在工件压弯前成形,若出现轻微孔变形,需钻床重新穿孔;若L<2t,需要工件压型完成后再钻孔。②对于长圆孔,按照上述圆孔情形处理,一般情况下,保证圆孔长度不大于板件宽度(沿折弯线方向)的20%,即La≤0.2Lb,但特殊情况下需根据工件实际形状加以具体分析。
(2)非剪切件的折裂预防:
钢板在轧制过程中形成的纤维组织,由于其方向性,使材料力学性能产生各向异性。在车间实际操作过程中,当纤维方向与折弯线方向平行时,材料的抗拉强度较差,容易造成圆角处折裂。对此采取的工艺措施为:①若受材料整体外形限制时,使得组织纤维方向与折弯线方向平行,需增加折弯圆角半径,至少为板材最小弯曲半径的2倍。②当组织纤维方向与折弯线垂直时,材料具有较大抗拉强度,折弯圆角半径可为最小弯曲半径。③压弯双向工件时,须使组织纤维方向与折弯线方向成一定的夹角。
(3)折弯工件增加工艺孔:
工件折弯线沿其某一边缘线,如图8所示,其中双点划线为折弯线,若直接在折弯机上进行压弯处理,会出现带料撕裂情况。须增加工艺孔进行预防,如图9所示,其中φ 为直径,双点划线为折弯线,同时规范工艺孔直径。对此采取的工艺措施为:在折弯工件上拐角处沿折弯线方向增加工艺孔,其工艺孔直径约为板厚的1.5~2.0倍。