钻铣加工
钻孔加工一般应采用高速钢或陶瓷硬质合金钢钻头。为保证批量钻孔作业时的高效和精确,我们推荐使用高速合金钢(HSS-E)或含钴高速合金钢(HSS-Co)钻头。铣削加工时应确保夹紧工件,建议采用宽矩铣刀,平面铣刀的材质可选用硬质合金涂层、陶瓷合金等,端面铣刀可选用硬质合金、含钴高速合金钢等,尽量避免采用组合铣头,平面铣的切削宽度应为铣头直径的75%-80%。
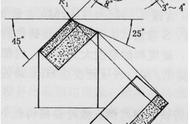
折弯加工
钢板可进行折弯加工,但必须严格控制折弯的内径和角度。钢板进行冷弯时钢板的强度越高,需要的弯曲力越大,回弹力和回弹角度越大,因而应采用合适的上模直径和下模开口度。为避免钢板边部因加工硬化造成弯曲开裂,可适当采用打磨机去除毛边。钢板纵向冷弯性能略好与横向冷弯性能,因而进行相同弯曲角度的折弯时,横向弯曲内径略大一些。所谓纵向是指钢板的轧制方向垂直于折弯机冲头长度方向。
为避免钢板边部因加工硬化造成弯曲开裂,可适当采用打磨机去除毛边。
钢板纵向冷弯性能略好与横向冷弯性能,因而进行相同弯曲角度的折弯时,横向弯曲内径应略大一些。所谓纵向是指钢板的轧制方向垂直于折弯机冲头长度方向。
弯曲方法与注意事项
1.钢板--弯曲力和回弹力随钢板强度的增加而增加,钢板的强度与硬度越高,则所需的弯曲力越大;回弹越大;所需的上模半径越大,所需的下模开口就越大。
2.钢板表面--在弯曲时处于拉伸状态下的表面损坏与侧面锈蚀可大大降低钢板的弯曲性能。
3.钢板边缘--剪切边应该去边,并用磨边机修磨。
4.钢板厚度--钢板越薄,弯曲半径越小
5.钢板的轧制方向--弯曲线与轧制方向垂直时,钢板弯曲的半径比轧制方向相同时的弯曲半径要小。
6.弯曲长度--如果弯曲长度小于十倍的钢板厚度,钢板弯成的半径通常比推荐值小
7.弯曲工具-:上模半径--对强度较大的钢,推荐使用半径等于或大于弯曲半径的上模。
8.下模开口宽度--如果开口宽度增加,则弯曲力和挤压印记肯定会减小,但回弹值会增加。
9.弯曲角--推荐值对应90°的弯曲角。如果弯曲角较小,则可使用比推荐角半径更小的下模。
10.耐磨板折弯时折弯速率应大于2s/10°,即折弯时要求折弯速率较慢。折弯时上下模中心线应保持平行。
,