海工企业大量需要二保焊工,
考试必考3 4,
6GR更是开到500一天,
依然是一将难求,
天津,江苏,浙江,广东
都大量需要,
二保焊在很多人的心目中,
首先想到的是累,是工资底,
没有人喜欢二保焊,
每一个工种处在底层的人,
工资都是最低的,
每天只会焊个平角焊,
换个位置就不会焊,
老板会开高工资吗。
要想摆脱困境,
只有让自己升值,
提高自己的技术,
才能拿到理想的工资。

如果你想在二保行业有所发展,
6GR,
是你必须追求的目标,
如果,
你不知道什么是6GR,
请接着向下看,
如果,
你是6GR焊工,
需要找工作,
我可以介绍500一天的工作给你。
大家好,我是焊道君,
今天给大家带来6GR障碍焊,
52U焊条打底的焊接方法。
管材选用无缝钢管,
直流正接电源,

打底焊条为日本产单面焊双面成形用焊条LB-52u,直径3.2mm,
填充及盖面采用二保药芯焊,
施焊前对坡口内外两侧各20 mm范围内进行除锈,
使其露出金属光泽。
焊接管的组对与定位,
是保证6GR焊接质量和管接头背面成形良好的关键,
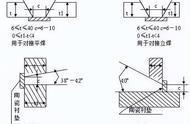
如果坡口形式、组对间隙和钝边大小不合适,
易造成下塌、焊瘤及未焊透等缺陷。
为了保证管子错边量,
管对接应在专门的对管器上进行,
2点、10点、6点为定位固定点。
6GR管子有障碍环,
两管内壁厚度相差6毫米,
技术要求管子反面成形和厚壁管内平齐,
实际上反面成形是一个全焊透角焊缝形式,
打底焊难度极大,
打底焊操作主要难点是管子斜仰焊位置,
由于管子承受热量不均匀,
熔滴难于向背面焊缝过渡,
且受重力作用,使熔滴下淌,
欲使熔滴能够克服重力和坡口上下两端,
受热不均匀带来的不利影响,
使熔滴顺利向熔池过渡,
形成正反面饱满的焊缝,
保证电弧在根部焊接时处在合适位置
是实现单面焊双面成形的关键,
因此
在施焊前将焊机起弧电流调节到5的位置,
电弧的推力电流调节到7的位置,
其作用为起弧容易,
提高电弧挺度,
将铁水送到厚壁管的根部,
使之反面成形良好。
焊接电流在80-90左右,
焊条在过6点钟位置约5mm处引弧,
引燃电弧后焊条在坡口内上下轻微摆动,
待根部熔化形成熔孔后,
焊条应迅速上顶并压低电弧,
焊条角度应偏向厚壁管侧,
采用微小斜锯齿形往返运条,
动作应快速、均匀、平稳、要求焊工注意力高度集中,
做到“看”、“听”、“送”,
所谓“看”要注意观察熔池的温度和熔孔形状的保持基本一致,
特别注意观察电弧长度是否熔化厚壁管根部,
熔池尺寸要求1/2在内侧,
1/2在坡口外侧,
每次电弧跟进的时间以熔池接近凝固为宜,
跟进太快,液态熔池增大,
液态金属易下淌形成焊瘤,
跟进太慢,液态熔池向内压缩,
液态金属补充不及时,
易在背面焊缝形成凹陷,
一般每次液态金属给送的时间应控制在1一1.5 s。
“听”是注意听是否有电弧击穿管坡口边发出的“扑扑” 声。
“送”根据施焊过程中间隙收缩的情况,
通过合适的电弧长度,
焊条角度、焊接速度及运条方式调节电弧长度和熔池大小,
把铁水准确地送到坡口根部,
三者相互配合恰当,
就可以达到良好的反面成形。
收弧时,先在熔池上方做一熔孔,
然后慢慢将熔池铁水向后倒出10-15mm,
在坡口侧停弧,以减慢熔池凝固速度,
防止熔池产生冷缩孔,
并使接头处形成斜坡状,
以利于下次接头,
此时注意不可在焊缝熔池中心处回焊收弧,
以防止产生冷缩孔,
更不能在熔池上直接收弧,
否则有可能在背面焊缝熔池表面产生冷缩孔,
成为难以修复的缺陷,
当弧坑还在红热状态时,
在熔池下方 10-15 mm处斜坡上引弧,
并焊至收弧处,
此时弧坑温度逐步升高,
应将焊条沿着预先做好的熔孔向坡口根部顶一下,
听到“扑扑”声后稍微停顿,
做横向摆动,然后恢复正常焊接,
这个阶段关键要点是焊条运送要到位,
更换焊条要快,观察熔孔要准,手势要稳,
接头尽可能采用热接以保证焊缝反面成形光滑、美观。
打底焊结束后,
用角向砂轮机把接头不平处打磨干净,
接下来用药芯填充盖面。
仰焊因其过渡颗粒的直径较大,
在焊接过程中很容易堵喷嘴,
由于仰焊时人处在一种不自然的位置,
难以稳定操作,
同时操作还要举起较重的焊枪和电缆线,
增加了操作的难度,
另外,仰焊时熔池铁水容易下坠,
很容易形成凸形焊道,
严重时引起铁水流淌,
因此,应严格控制焊接参数,
才能得到良好的焊缝成型。
好了,
今天的6GR焊接就讲到这里,
喜欢可以点击关注,收藏,转发,
谢谢。
,