⑴ 重视机械参数的调整。操动机构在真空断路器机械结构中是最为复杂、精度要求最高的部分,机械参数的合理配置,直接关系到真空断路器的技术性能和机械寿命。因此,要认真做好机械参数的调试工作,严格机械参数指标要求,规范备品备件管理和储存,保证备品备件的技术性能指标和质量的一致性、通用性和可靠性。

⑵ 严格控制真空断路器的合、分闸速度,按照产品说明书的要求进行调节。合闸速度过低时,会由于预击穿时间加长,而增大触头的磨损量。又由于真空灭弧室一般采用铜焊工艺,并且经高温下去气处理,机械强度不高,耐振性差。如果合闸速度过高会造成较大的振动,对波纹管产生较大的冲击,降低波纹管寿命。对一定结构的真空断路器有着最佳合闸速度。

⑶ 真空断路器断路时的燃弧时间短,其最大燃弧时间不超过1.5 个工频半波,并要求电流第一次过零时,灭弧室要有足够的绝缘强度,通常希望断路时在工频半波内触头的行程达到全行程的50%~80%,因此,需要严格控制开关的分闸速度。要求真空断路器的分闸缓冲器与合闸缓冲器有较好的特性,尽量减轻冲击力,以保护真空灭弧室的使用寿命。
⑷ 严格控制触头行程和超程。要严格按照产品安装说明书要求进行调整。在大修后一定要进行测试,并且与出厂记录进行比较。不能误以为开距大对灭弧有利,而随意增加真空断路器的触头行程。否则会使得断路器合闸在波纹管产生过大的应力,引起波纹管损坏,破坏灭弧室密封,从而造成漏气。超行程的减少,就是触头的磨损量。因此,每次调整超过行程时必须进行记录,当触头磨损量累计超过4 mm 时,应更换灭弧室。当触头磨损使动、静触头接触不良时,通过回路电阻的测试也可以发现问题。应仔细检查触头弹簧,不应有变形损伤现象。
⑸ 定期检查灭弧室的真空度。定期进行工频耐压试验(42 kV)。根据“电力设备预防性试验规程”的规定,结合本单位的实际情况,制定真空断路器的工频耐压试验周期。经验证明灭弧室由于工艺的缺欠致使超出自然泄漏率的现象一般发生在使用第1~2 年,因而在开始运行头两年根据变电所的具体情况多加监视,最好在真空断路器投运后0.5 年、1 年、1.5 年、2 年进行一次工频耐压试验,2 年后根据运行情况再决定一年一次还是一年两次。目前,由于现场不拆卸测试真空度的仪器尚不够完善,工频耐压还是检测真空度较为有效的方法。
有条件时,可选用真空度现场测试仪,在不拆卸真空灭弧室的情况下检测真空灭弧室的真空度。在进行工频耐压试验的同时配合进行真空度检测,作为辅助手段。目前市场上已有几种不同型号的真空度现场测试仪供用户选用。
⑹ 合理安排真空断路器的检修周期。结合季节(年度)性预防性试验对真空灭弧室断口采用工频耐压方法检验真空度。

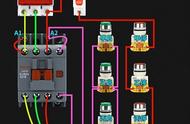
在电源线上的电工接线电缆
在正常操作(合、分负荷电流)次数达到2000 次,开断额定电流10 次后应检查各部位的螺栓有无松动。检查方法和要求按真空断路器的维修检查要求进行,若符合规定的技术参数,可继续使用。
⑺ 注意安装和维修。真空灭弧室允许储存期限为15~20 年,因此,备品不宜过多,存放和使用环境中应无化学腐蚀性气体存在。调试触头开距时,应控制波纹管的压缩量,防止波纹管发生塑性变形,分闸缓冲器的回弹不应过大,过大会影响波纹管的寿命。装调时如果发现螺纹配合不良,应查明原因后再处理,不要用很大力气拧动真空灭弧室,防止波纹管受到损伤。二次回路的接线、辅助开关的接触应完好,以免影响断路器动作的可靠性。
⑻ 检查测量每相主导电回路的电阻值。触头接触电阻与触头间的压力有关,在一定范围内,压力越大,接触电阻越小越稳定。一般真空断路器每相的接触电阻不要大于80 mΩ。检查传动部分的润滑情况和紧固螺栓有无松动,保持清洁,按机械说明书进行各项操作。注意保护真空灭弧室不受任何外力碰撞。
⑼ 严格进行交接验收。安装完毕或大修理后,必须进行有关参数的测试和复核。
主要复测的参数有:合闸弹跳,分闸同期,开距,压缩行程,合、分闸速度,合、分闸时间,直流接触电阻,断口绝缘水平,传动验收试验等,均应满足真空断路器的要求。
,