焊接方法的选择
65Mn-Q235异种钢的焊接性很差,对于一般能满足使用性能的结构很少采用该异种钢结构,因此其焊接生产量较少,并且大多是短焊缝,生产中多采用焊条电弧焊。
焊接材料的选择
在65Mn-Q235异种钢焊接构件中,65Mn钢一般是满足高硬度、耐磨的要求,其强度不作为设计基准,而是以Q235钢的强度为设计强度。因此,在选择焊接材料时,应以Q235钢为依据。
但是65Mn钢容易因为扩散氢含量高而导致延迟裂纹,所以选择焊接材料时还应该选择低氢型的。另外,根据异种钢焊接时,不同强度级别碳钢的焊接材料选择要点,一般要求焊缝金属或接头的强度不低于两种被焊金属的最低强度,选用的焊条熔敷金属的强度能保证焊缝及接头的强度,不低于强度较低侧母材的强度。
同时焊缝金属的塑性和冲击韧性,不低于强度较高而塑性较差一侧母材的性能。因此,可按两者之中强度级别较低的钢材选用焊接材料,为了防止焊接裂纹,应按强度级别较高,焊接性较差的钢种确定焊接工艺。
根据以上要求,65Mn-Q235异种钢焊接选用E4315低氢钠型焊条,并用直流反接施焊。焊条使用前应按规定烘干350℃×2h。由表4-1可以看出选用E4315型焊条能够满足工艺设计要求。

接头形式及坡口设计
由前面分析,因为65Mn、Q235两种钢的化学成分、物理性质等方面有较大的差异,这就导致了焊接时有较大的内应力产生,所以65Mn-Q235异种钢焊接接头的设计,应尽量避开较大内应力的影响,选用对接接头。
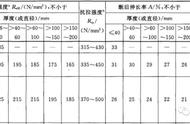
坡口尺寸的大小及形状影响熔合比和焊接生产率,同时还应考虑母材的厚度。可以参照表4-2进行确定。


焊条直径
焊条直径可根据焊件厚度、接头型式、焊缝位置、焊道层次等因素进行选择。焊件厚度越大,可选用的焊条直径越大;T形接头比对接接头的焊条直径大,而立焊、仰焊及横焊比平焊时所选用焊条直径应小些,一般立焊焊条最大直径不超过5mm,横焊、仰焊不超过4mm;多层焊的第一层焊缝选用细焊条。焊条直径与厚度的关系见表4-3。