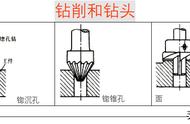
使用钻孔循环指令,加工如图所示的3个孔。程序如下:
G0 G17 G90 F200 S300 M3
D3 T3 Z110
X40 Y120
CYCLE81(110,100,2,35,)
Y30
CYCLE81(110,102,,35)
X90
CYCLE81(110,100,2,,65)
M02
2、CYCLE82——中心钻孔
格式:CYCLE82(RTP,RFP,SDIS,DP,DPR,DTB)
说明:刀具按照编程的主轴转速和进给率,钻孔到输入的最后深度。到达最后钻孔时允许停顿。如图所示。
其中:参数RTP、RFP、SDIS、DP、DPR的说明同CYCLE81指令
DTB:Real 最后钻孔深度时的停顿时间(断屑),单位为秒。
使用CYCLE82,在 XY平面中的(X24,Y15)处加工一个深27 mm的单孔。编程的停顿时间是2秒,钻孔轴 Z轴的参考平面为102 mm,安全间隙是4 mm。程序如下:
G0 G17 G90 F200 S300 M3
D1 T10 Z110
X24 Y15
CYCLE82(110,102,4,75,,2)
M02

3、CYCLE83——深孔钻孔
格式:CYCLE83(RTP,RFP,SDIS,DP,DPR,FDEP,FDPR,DAM,DTB,DTS,FRF,VARI)
说明:(1)多次执行最大可定义的深度并逐步增加到最后钻孔深度。
(2)钻头可在每次进给深度后退回到参考平面 安全间隙用于排屑,或每次退回1 mm用于断屑。
(3)参数RTP、RFP、SDIS、DP、DPR的说明同CYCLE81指令
FDEP:Real 初始钻孔深度(绝对值)
FDPR:Real 相对于参考平面的初始钻孔深度(无符号输入)
DAM:Real 递减量(无符号输入)
DTB:Real 最后深度时的停顿时间(断屑),单位为秒。
DTS:Real
初始点处和用于排屑的停顿时间
FRF:Real
初始钻孔深度的进给率系数(无符号输入)
VARI:Int
加工类型:断屑=0,排屑=1

在 XY平面中的位置(X80,Y120)和(X80,Y60)处执行循环CYCLE83,钻孔深度均为145 mm,参考平面为150 mm。首次钻孔时,停顿时间为零,加工类型为断屑。最后钻深和首次钻深的值为绝对值。第二次循环调用的停顿时间为1秒,加工类型排屑,最后钻孔深度相对于参考平面。钻孔轴Z轴。程序如下:
G0 G17 G90 F50 S500 M4 技术值定义
D1 T12
Z155 接近返回平面
X80 Y120 到达首次钻孔位置
CYCLE83(155,150,2,5,0,100,,20,0,0,1,0) 调用循环
X80 Y60 回到下一次钻孔位置
CYCLE83(155,150,2,,145,,50,20,1,1,0.5,1)调用循环
M02
4、CYCLE84——刚性攻丝
格式:CYCLE84(RTP,RFP,SDIS,DP,DPR,DTB,SDAC,MPIT,PIT,POSS,SST,SST1)
说明:CYCLE84可用于刚性攻丝。对于带补偿夹具的攻丝,可以使用另外的循环指令 CYCLE840。
参数RTP、RFP、SDIS、DP、 DPR的说明同CYCLE81指令
DTB:Real 钻削至螺纹深度时的停顿时间(断屑)
SDAC:Int 循环结束后的旋转方向值:3,4或5(用于M3,M4或M5)
MPIT:Real螺距由螺纹尺寸决定(有符号),数值范围3(用于M3)~48(用于M48);符号决定了在螺纹中的旋转方向。
PIT:Real
螺距由数值决定(有符号),数值范围:0.001~2000.000 mm;符号决定螺纹旋转方向。
POSS:Real
循环中定位主轴的位置(以度为单位)
SST:Real 攻丝速度
SST1:Real退回速度

在 XY平面(X30,Y35)处进行不带补偿夹具的刚性攻丝,攻丝轴是 Z轴,如图所示。未编停顿时间,编程的深度值为相对值。必须给旋转方向参数和螺距参数赋值。螺纹公称直径M5。程序如下:
G0 G90 T11 D1 技术值的定义
G17 X30 Y35 Z40 接近钻孔位置
CYCLE84(40,36,2,,30,,3,5,,90,200,500) 循环调用
M02 程序结束
5、CYCLE840——带补偿夹具攻丝
格式:CYCLE840(RTP,RFP,SDIS,DP,DPR,DTB,SDR,SDAC,ENC,MPIT,PIT)
说明:参数RTP、RFP、SDIS、DP、DPR、DTB、SDR、SDAC、MPIT、PIT的说明同CYCLE84 指令。
ENC:Real 是否带编码器攻丝值:
0=带编码器;
1=不带编码器。