方形电池外壳激光焊接主要分为两种类型:顶部焊接和侧面焊接。由于铝合金外壳的特殊性,它具有易成形、耐高温、耐腐蚀、导电等特点。铝合金激光焊接的主要问题是由于铝合金具有较高的发射率和较高的导热系数,使其难以进行。导致了焊接过程中容易出现凸起、气孔等问题,特别是在转角部位。尚拓激光可以根据焊接要求定制激光焊接设备,免费设计工装夹具,实现焊接自动化生产。

方壳电池激光焊接样品展示
方形锂电池壳体激光焊接方法:
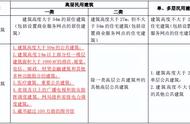
方形电池外壳的厚度通常小于1毫米,主流的是0.6毫米和0.8毫米,而激光焊接方形动力电池外壳的主要有侧面焊和顶部焊,侧面焊对电芯的内部影响很小,飞溅物质也不会渗入外壳,但是在焊接过程中会出现突起,影响到后续的加工过程;顶焊是在一个平面上进行的,对前道工艺的入壳和定位都有很高的要求,这就需要很高的自动化程度。
方形电池外壳的焊接主要分为两种类型:顶部焊接和侧面焊接。顶部有一个带正极端子的矩形盖板,盖子插入外壳,上端口齐平,盖子和外壳之间的矩形间隙用激光焊接,激光器反复焊接。密封,这种焊接过程称为顶部焊接。
在顶部焊接中,可以固定激光束,并将电池固定在工作台上。在激光束与焊缝对准之后,启动工作台以使电池沿着工作台的x和y坐标沿着与焊缝相同的矩形形状。当棱柱形电池的盖板采用顶部焊接密封结构工艺时,盖板无需定位步骤放置,长度和尺寸公差要求也严格,要求焊接组件精度高。与动力电池盖的顶部焊接工艺相比,侧面焊接时上盖的尺寸公差松散,易于压实,具有明显的优点,但在侧焊期间工件需要旋转,夹具是必需的,成本高,效率低。
当方形电池用于顶部焊接时,四角处容易出现问题。有必要根据实际情况调整波形,功率和焊接速度。然而,圆柱形激光焊接没有这个问题。通常,圆柱形电池固定在三个爪中。在卡盘上进行侧面焊接,但是难以将电池模块集成在圆柱形电池的后期。

锂电池激光焊接生产线
在生产和装配中,方形铝壳锂电池的焊接技术主要有:电芯软接头和盖板焊接、密封钉焊接等。因此,激光焊接设备的选用要按照焊接工艺要求进行定制激光器功率及工装夹具,而方形电池壳体的焊接一般选择1000W-2000W激光焊接设备就可以实现。
,