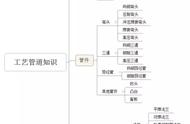
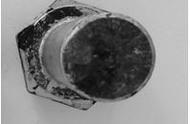
3、螺栓球
1文件检查:检查产品的质量合格证明文件、中文标志及检验报告等
2外观检查:每种规格抽查 5%,且不应少于 5 只
3重点检查:螺栓球不得有过烧、裂纹及褶皱。
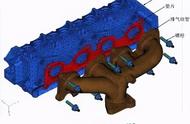
1 H 型钢构件加工流程箱型钢构件加工流程
依据规范、标准:
(1)《钢结构工程施工规范》 GB 50755;
(2)《钢结构焊接规范》GB 50661;
(3)《碳素结构钢》GB/T 700;
(4)《低合金高强度结构钢》 GB/T 1591;
(5)《合金钢及细晶粒钢焊条》GB/T 5117;
(6)合金钢药芯焊丝》GB/T 17493;
(7)埋弧焊用碳钢焊丝和焊剂》GB/T 5293;
(8)金钢焊接构件焊后热处理方法》 JB/T 6046;
(9)缝手工超声波探伤方法和探伤结果分级》GB 11345。

2 放样和号料:钢板在检查钢板的牌号、厚度和表面质量及复查试验合格后在进行下一部加工。放样和号料应根据施工详图和工艺文件进行,并按要求预留余量。放样和号料的允许偏差符合相关规定。板材号料时应在距板材边缘 10mm 位置选择基准线进行划线。(板材边缘缺陷较多)
放样放样允许偏差

2.1 切割:钢材切割可采用气割、机械切割、等离子切割等方法,选用的切割方法应满足工艺文件的要求。切割后的飞边、毛刺应清理干净。钢结构 H 型、箱型腹板翼缘的切割下料一般采用数控气割。切割前根据板材厚度选择割嘴及相关参数,依据图纸尺寸调整割枪枪距。板材切割时应先对钢板预热,然后加大氧气量进行切割。
2.2 矫正成型:矫正可采用机械矫正、加热矫正、加热与机械联合矫正等方法。机械矫正依靠机械辊轮的外力作用去除板面的变形如波浪变形。火焰矫正是通过对构件进行局部加热冷却后板材收缩从而达到矫正的目的。矫正后的钢材表面,不应有明显的凹痕或损伤,划痕深度不得大于 0.5mm,且不应大于该钢材厚度允许负偏差的 1/2。

2.3 边缘加工:边缘加工可采用气割和机械加工方法,对边缘有特殊要求时宜采用精密切割。焊缝坡口可采用气割、铲削、刨边机加工等方法。根据设计要求及详图对零部件进行坡口处理和端铣处理,坡口质量影响构件的焊接质量。