端铣床端面加工
3.4 矫正:钢构件在拼装、焊接过程中由于吊运碰撞,焊接热变形造成构件的变形,构件应再次进行矫正。
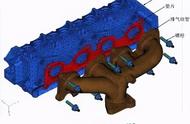
钢构件进行外形矫正时,宜采取先总体后局部、先主要后次要、先下部后上部的顺序。焊接 H 型厚板构件的截面矫正采用千斤顶进行顶起,并进行火焰矫正。
5、预拼装:
1预拼装场地应平整、坚实,预拼装临时支承结构宜进行强度和刚度验算,各支承点的精度可用计量检验的仪器,逐点测定调整。
2预拼装可按结构形式,采用单体预拼装、平面预拼装和立体预拼装;也可按结构组成,采用整体预拼装和局部预拼装。钢构件应在自由状态下进行预拼装,不得强行固定。
3钢构件应按场地放样尺寸进行预拼装吊装定位。场地放样应符合下列规定:
(1)放样尺寸应包含施工详图控制尺寸、要求的起拱值、焊接接头的焊接收缩余量及其他要求的控制尺寸;
(2)场地放样应与预拼装垂直投影相对应,应包括杆件中心线和节段端面基准线;
(3)放样的点和线标识应清晰;
(4)预拼装前,应对场地放样尺寸进行检查。

根据放样图放样吊装拼装
4采用螺栓连接的节点连接件,必要时可在预拼装定位后进行钻孔。
5当多层板叠采用高强度螺栓或普通螺栓连接时,宜先使用不少于螺栓孔总数 10%的冲钉定位,再采用临时螺栓紧固。临时螺栓在一组孔内不得少于螺栓孔数量的 20%,且不少于 2 个;试装时应使板层密贴。螺栓孔应采用试孔器进行检查,应符合下列规定:
(1)当采用比孔公称直径小 1.0mm 的试孔器检查时,每组孔的通过率不应小于 85%;
(2)当采用比螺栓公称直径大 0.3mm 的试孔器检查时,通过率应为 100%。
6预拼装构件之间为摩擦面连接时,应对摩擦面连接处各板之间的密贴度进行检查,检查方法为以塞尺插入板边缘深度 20mm 范围内,其测量板件间的间隙应符合下列要求之一时,即认为合格:
(1)所有间隙均小于 0.2mm;
(2)当有部分间隙为 0.2mm~0.3mm 时,其长度不宜超过板边总长的 10%;且其他处间隙宜小于 0.2mm;
(3)当有部分内的间隙为 0.3mm~1mm 时,其长度不宜超过板边总长的 5%。
4、三检制度
1自检
各工序班组对自身加工零部件进行自检并记录。零件应根据工程名称及编号统一、合理堆放,对于构件应对构件的长度、截面尺寸、孔距进行测量并进行记录。拼装工序还应检查构件拼装的完整性是否存在少拼、漏拼等零件不全的情况。
2交接检
各工序在零部件交接过程中进行交接检查,检查上一工序提供的零件及构件能否满足本工序加工的要求。主要检查零件尺寸、编号及个数,构件的长度、截面尺寸、孔距。焊接工序检查上一工序所提供构件的坡口形式、坡口的清理情况。打磨工序检查构件是否存在漏焊、少焊情况。

3专检
由专职质量人员对各工序班组零部件进行检查,核实自检记录中的相关数据,对加工过程存在的质量问题提出整改意见,检查合格后进入下道工序。在检查过程中同一质量问题出现频率过多应查找原因及时与技术部门沟通,改进加工工艺。
4构件出厂
构件出厂前再次对构建的构件编号、构件尺寸、构件整体情况进行检查并核实构件数填写构建出库单,技术部提供构件合格证。出库单应由运输司机签字。

5 加工检验批质量验收标准
1 焊接人员
焊工必须经考试合格并取得合格证书。持证焊工必须在其考试合格项目及其认可范围内施焊。在工程焊接前应对焊接人员进行技术交底。对于重要焊接位置可进行焊接培训并选取合格人员进行焊接。项目对进场焊接人员制定花名册收集焊接人员焊工本扫描件并进行核对。
2 焊接工艺
2.1 首次采用的钢材、焊接材料、焊接方法、接头形式、焊接位置、焊后热处理制度以及焊接工艺参数、预热和后热措施等各种参数的组合条件,应在钢结构构件制作及安装施工之前进行焊接工艺评定。焊接工艺评定报告合格后再进行项目焊接工程的实施。焊接工艺评定应选用具有相应资质的机构进行评定,除了提供给评定机构焊接试件外还应提供原材及焊材的材质单、实际焊接人员的焊工本复印件及焊接时选定的焊接参数。
2母材准备
母材上待焊接的表面和两侧应均匀、光洁,且无毛刺、裂纹和其他对焊缝质量有不利影响的缺欠。
待焊接的表面及距焊缝坡口边缘位置 30mm 范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。
可采用机加工、热切割、碳弧气刨、铲凿或打磨等方法进行母材焊接接头坡口的加工或缺欠的清除。
采用机械方法加工坡口时,加工表面不应有台阶。采用热切割方法加工的坡口表面质量应符合国家现行标准《热切割、气割质量和尺寸偏差》ZBJ-59002.3 的相应规定;材料厚度小于或等于 100mm 时,割纹深度最大为 0.2mm;材料厚度大于 100mm 时,割纹深度最大为 0.3mm。
条规定的割纹深度,以及良好坡口表面上偶尔出现的缺口和凹槽,应采用机械加工、打磨清除。
3焊接材料要求
焊接材料熔敷金属的力学性能应不低于相应母材标准的下限值或满足设计文件要求。
焊接材料应储存在干燥、通风良好的地方,由专人保管、烘干、发放和回收,并有详细记录。焊条的保存、烘干应符合以下要求:
(1)酸性焊条保存时应有防潮措施,受潮的焊条使用前应在 100℃~150℃烘干 1h~2h。
(2)低氢型焊条使用前在 300℃~430℃温度下烘干 1.0h~2h,或按厂家提供的焊条使用说明书进行烘干。焊条放入时烘箱的温度不应超过最终烘干温度的一半,烘干时间以烘箱到达最终烘干温度后开始计算;烘干后的低氢焊条应放置于温度不低于 120℃的保温箱中存放、待用;使用时应置于保温筒中,随用随取;焊条烘干后在大气中放置时间不应超过 4h,用于Ⅲ、Ⅳ类结构钢的焊条,烘干后在大气中放置时间不应超过 2h。重新烘干次数不应超过 1 次。
焊剂应符合下述要求:使用前应按制造厂家推荐的温度进行烘焙;已潮湿或结块的焊剂严禁使用;用于Ⅲ、Ⅳ类结构钢的焊剂,烘焙后在大气中放置时间不应超过 4h。
栓钉焊瓷环保存时应有防潮措施。受潮的焊接瓷环使用前应在 120℃~150℃烘干 1h~2h。