1、机床:可分为立式和卧式两种加工方式,对于攻丝,立式要优于卧式加工,卧式加工外冷时要考虑冷却是否充分。
2、攻丝刀柄:攻丝建议选用专用攻丝刀柄,机床刚性,稳定性好的优先选用同步攻丝刀柄,相反尽可能选用带有轴向/径向补偿的柔性攻丝刀柄。除小直径丝锥(<M8),尽可能选用方身驱动。
3、冷却条件:对于攻丝,特别是挤压丝锥,对冷却液的要求是润滑>冷却;实际使用时可依据机床条件调配(使用乳化液时,建议浓度大于10
2、被加工件1、被加工件的材料及硬度:工件材料硬度要均匀,通常不建议用丝锥加工超过HRC42的工件。
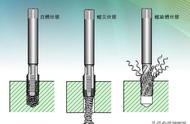
2、攻丝底孔:底孔结构,选择合适的钻头;底孔尺寸精度;底孔孔壁质量。

1、转速:转速给定的依据是丝锥的种类,材料,被加工材料及硬度,攻丝设备的优劣等。
通常依据丝锥制造商给定的参数选用,在下列工况下必须降低转速:
- 机床刚性差;丝锥跳动大;冷却不充分;
- 攻丝区域材质或硬度不均匀,如焊点;
- 丝锥被加长,或者使用延长杆;
- 卧加,外冷;
- 手工操作,如台钻,摇臂钻等;
2、进给:
刚性攻丝,进给=1个螺距/转。
柔性攻丝,且刀柄补偿变量足够的情况下:
进给=(0.95-0.98)个螺距/转。
丝锥选用的几点提示1、不同精度等级丝锥的公差
选用依据:不能仅根据被加工螺纹的精度等级来选择并确定丝锥的精度等级
被加工工件的材质及硬度;
攻丝设备(如机床条件,夹持刀柄,冷却环境等);
丝锥本身精度及制造误差。
例如:加工6H螺纹,在钢件上加工时,可选用6H精度的丝锥;在加工灰口铸铁时,由于丝锥的中径磨损较快,螺孔的扩张量也小,因此宜选用6HX精度的丝锥,寿命会更好。
关于日系丝锥精度的说明:
切削丝锥OSG使用OH精度体系,不同于ISO标准,OH精度体系将整个公差带宽度强制按从最下限开始,每0.02mm作为一个精度等级,命名为OH1,OH2,OH3等;
挤压丝锥OSG使用RH精度体系,RH精度体系将整个公差带宽度强制按从最下限开始,每0.0127mm作为一个精度等级,命名为RH1,RH2,RH3等。
所以在使用ISO精度丝锥替换OH精度丝锥时,不能简单认为6H就约等于OH3或者OH4级,需要经过换算确定,或者依据客户的实际情况而定。