压铸铝材料攻牙,挤压丝攻是最佳选择。
师傅压铸铝材料:M3*0.5的牙孔深9mm,有螺纹规与针规要求(螺纹小径值)。请帮忙配钻头与丝攻。
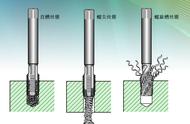
压铸铝材料:切屑呈粉末与条状。孔深9mm时,使用切削丝攻,排屑非常困难。烂牙、断丝攻现象严重。最佳选择是挤压丝攻,2.75或2.76底孔(钻头)。

提高乳化液浓度(8%)。攻牙转速1500或2000转/分钟,效果非常不错,可满足牙规要求,针规值也OK!

压铸铝材料攻牙,挤压丝攻是最佳选择。
师傅压铸铝材料:M3*0.5的牙孔深9mm,有螺纹规与针规要求(螺纹小径值)。请帮忙配钻头与丝攻。
压铸铝材料:切屑呈粉末与条状。孔深9mm时,使用切削丝攻,排屑非常困难。烂牙、断丝攻现象严重。最佳选择是挤压丝攻,2.75或2.76底孔(钻头)。
提高乳化液浓度(8%)。攻牙转速1500或2000转/分钟,效果非常不错,可满足牙规要求,针规值也OK!












Copyright © 2018 - 2021 www.yd166.com., All Rights Reserved.