四个问题:
- 攻丝;
- 铣平面;
- 型腔加工;
- 铣筋;

背景:
- 材料:6061 T5
- 设备:普通加工中心,同步带传动(非主轴直联型)最高转速8000,实际限速6000
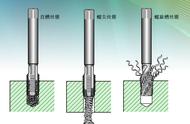
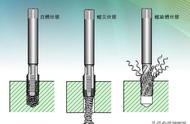
1.攻丝:
- M29模拟刚性攻丝
- 丝锥:M3*0.5 螺旋槽 YAMAWA
- 底孔:D2.5 盲孔,有效深度12 /注意是盲孔/
- 攻丝:刀尖计算8.0深,有效螺纹6.0
- 回退:每攻1.0回退到R1
- 主轴转速:200,进给:100,每转进给0.5 VC1.885
- 切削液:水深性切削油,配比浓度:5-6%
- 攻丝时间:45秒
- 单个零件:100个M3孔
- 定额数量:不超过800个孔【超过就换丝锥】
- 希望攻丝时间:15秒
问题:
- 用什么类型的丝锥?
- 切削速度多少合适?/是Vc不是转速哦/
- M3最大可攻多深?回退次数?
- 切削液比例?
- 其它?

2.加工平面【粗加工】
- 刀盘:400R-80【直角平面铣刀】
- 刀粒:APKT1604PDFR-MA H01
- 数量:6片安装,【或3片间隔安装】
- 加工余量:2.0
- 转速:S4500
- 进给:F2000
- Ae:65-70
- Ap:0.2
- Vc:1005
- Fz:0.08
问题
- 希望AP达到0.5-1.0【材料除去率提高3-5倍】
- 选用什么刀?