3.铣型腔
- 刀具:类似SEC-ALRFR【三刃波纹刀】
- S6000-7000
- F2000
- 刀长:52
- 最大加工深度:49【外形,侧刃加工】
- 腔体深度:42
- Ae=5.0
- Ap=0.5
问题
- 希望目标
- Ae=0.1-0.5
- Ap=15.0

4.铣筋
- 刀具:D6【3刃整体合金刀】
- 加工深度42.0
- 分A,B两支用刀;
- A:刀长32,铣深到28;
- B:刀长45,铣深到42;
- A:S=7000 F2000 Ap=0.4 Ae=0
- B:S=7000 F2000 Ap=0.2 Ae=0
目标:提高30%的切削效率

5.其它推荐
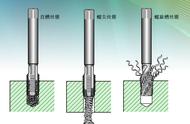
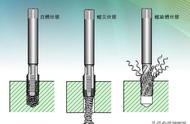
铝用钻头; 实现高效钻孔; 现在D2.5的钻头钻深10.0,约15秒;
90度倒角铣刀及倒角钻,要求C0.5的倒角一刀完成,现在都是分3-5刀实现,2刃;
我把问题整理好,分别发给一系列卖刀的,一般对接的是做业务的,90%的情况他们是不懂的;
没事,他会给你推荐他们的工程师,这样仍然会有50%的工程师不一定能回答到那么全面;
没关系,我们起码找4-6家有效回答问题的,然后再综合一下答案,自然就心中有数了。
下单,按样品采购 ,然后测试,记录数据。
测量刀具磨损,显微观察切削面,刀纹。
等全部测试完了,通过数据比对,就能初步判断一支刀是否好用。

总结:
专业的问题,总有人会知道,我们要做的就是找到他,把问题扔给他,他解决问题,我们付费【买他们的产品】
多解决几次,下次基本是就可以自己解决了。
,