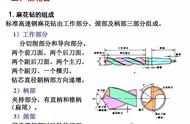
1.钻头的两切削刃须在同一高度上,不能相差太多,否则受力不均,定心不稳,易产生振动或孔径尺寸超差。
2.钻头的锋角(两切削刃夹角)为118°±2°。锋角过大,定心不稳;锋角过小,排屑不畅。

3.钻头的横刃斜角为55°。斜角太大,轴向力增大,容易闷车;斜角太小,定心效果不好,钻头尖角强度降低,易崩刀。

4.钻头的尖部应保证在切削时有足够的强度,根据钻头直径的大小一般留1-2mm宽。
5.钻头切削刃上的断屑槽不能开得太大、太多,两切削刃上应错开位置磨1-2个断屑槽。
6.钻头切削一段时间后应及时修磨,以保证钻头刃部锋利,切削轻快,保证孔径尺寸精度和表面粗糙度。
7.钻头不应使用很长时间后再去刃磨,否则,容易损伤韧带,增大磨削量,减少钻头使用寿命。
8.“群钻”是钻头刃磨的另外一种方法。是我国工人阶级的杰出代表倪志福同志发明的。俗称“倪志福钻头”,特征是“三尖两刃”,在靠近钻头顶部两侧各磨出一个圆弧状切削刃,形成三个尖。主要特点是增加切削刃长度,增大散热面积,降低损耗,提高生产效率。
注:倪志福同志生前任中华全国总工会主席。全国劳动模范。
,