钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK或高速钢SKH2、SKH3等材料,经铣制或滚制再经淬火热处理后磨制而成,用于金属或其它材料上之钻孔加工。它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。钻头依照不同种类可以划分为以下几种:
A、依构造分类
1、整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
2、端焊式钻头:钻顶部位由碳化物焊接而成。
B、依钻枘分类
1、直柄钻头:钻头直径于φ 13.0mm以下皆采用直柄。
2、锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。

C、依用途分类
1、中心钻头:一般用于钻孔前打中心点用,前端锥面有60°、75°、90°等。
2、麻花钻头:工业制造上使用最广泛的一种钻头。
3、超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
4、油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份以带走热量及切屑,使用此钻头一般工作物旋转而钻头静止。
5、深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为直槽型,在圆管中切除四分之一强的部份以产生刃口排屑 。
6、钻头铰刀:前端为钻头,后端为铰刀。钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。
7、 锥度钻头:当加工模具进料口时可使用锥度钻头。
8、圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有直径较小之部分称为道杆。
9、圆锥孔钻头:为钻削圆锥孔之用,其前端角度有90°、60°等。我们使用的倒角刀就是圆锥孔钻头的其中一种。
10、三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面使夹头可确实固定钻头。
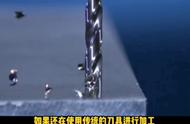
钻头材质选用准则:钻孔操作本质上讲是一种切削加工,完成切削加工需要满足的前提条件:刀具材料的硬度必须高于被加工材料的硬度。

钻头的材质一般分为HSS,HSS含钴、粉末HSS,钨钢钻头,以上钻头材料硬度逐级升高,正常情况下看钻头可否钻不钻得动工件或耐磨性,可把钻头的硬度和工件的硬度转化成HV韦氏硬度,如果钻头的硬度大于工件的硬度3倍以上就可以了,当然钻头的表面硬度大于工件表面硬度越高越好,钻头的寿命就越长;

在木质材料上钻孔,配合使用木工钻头,木工钻头切销量大,对刀具硬度要求不高,刀具材料一般为一般高速钢(HSS)。

在一般金属材料(合金钢,非合金钢,铸铁,铸钢,有色金属)上钻孔,配合使用金工钻头,钻头材质一般是高速钢(高级刀具含元素钴 HSS-Co)。
在混凝土材料和石材类材料中打孔,使用冲击钻,配合石工钻头,刀头材质一般为硬质合金。
在硬度更高的瓷砖及玻璃上钻孔使用瓷砖钻头,刀具材料为钨碳合金,因刀具硬度较高,韧性差,需要注意低速和无冲击使用。
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
,