今天我们来讲解一个钻深孔的宏,我们都知道我们在钻深孔的时候由于钻头难以冷却,铁销难以排出,会造成钻头寿命减短,卡削,严重会断钻头,今天我们利用宏程序可以让钻头得到冷却,铁销容易排出,合理保护刀具寿命,我们来看下图:

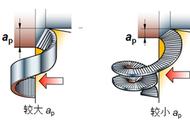
从上图可以看出,我们需要钻孔直径为12,长度100,我们一般G代码G74循环代码,难以达到理想,效果,所以我们采用宏程序,每次钻深2毫米,然后快速退刀到Z10.地方,带出铁销,钻头冷却,然后在快速进刀到离上次钻削深度0.5的地方继续钻孔,重复同一动作,直到钻孔深度到达。
图纸要求:
1.每次钻深2毫米,退刀,排铁销,冷却钻头。
2.平面见光
3.防止钻孔偏,先用中心钻打引孔。
刀具使用:
1.90度平面外径车
2.中心钻
3.直径12的钻头
装夹:采用三爪自定心卡盘,夹持毛培直径30,以左端面定位。
数控程序与注释如下:
O0010
M3S1000G99
T101M08(平面刀)
G0X31.Z10.
Z1.
G1Z0.F0.3
G1X-0.7F0.12(平面)
G0X120.Z150.
T0202M08(中心钻)
G0X0.Z10.
Z1.
G1Z-1.F0.08(钻引孔防止钻孔的时候偏心)
G0Z10.
X120.Z150.
T303S600(直径12的钻头)
G0X0.Z10.
#1=2(每一次钻深的深度)
#2=-105(这里为什么不是-100?因为按上图要求孔是通孔考虑钻头前面有锥度,所以多钻深5)
#3=0(平面Z0赋值)
N10#3=#3-#1(计算出每次钻深的Z值坐标)
IF[#3LT#2]THEN#3=#2(强制赋值,防止深度过切)
G0Z[#3 #1 0.5](Z每次定位,定位在离上次钻深0.5的地方)
G1Z#3F0.06(钻孔)
G0Z10.(当钻完一个深度退刀到Z10的地方)
G4X1.(暂停1秒,让钻头冷却)
IF[#3EQ#2]GOTO20(防止死循环,如果#3等于#2那么跳转N20的地方)
IF[#3GE#2]GOTO10(条件判断,如果#3大于或等于#2跳转到N10地方继续循环)
N20G0X120.Z150.(退刀)
M30(程序结束)

从上程序可以看出,我们实现了每次钻深2毫米,然后快速退刀,暂停,快速进刀,继续钻深2毫米,重复执行同一动作,直到深度到达跳出循环,退刀。这里我们使用G1Z#3来钻孔,下面我把G1改进为G74钻孔,和宏程序配合使用,效果更佳,程序如下:
T303S600(直径12的钻头)
G0X0.Z10.
#1=2(每一次钻深的深度)
#2=-105(这里为什么不是-100?因为按上图要求孔是通孔考虑钻头前面有锥度,所以多钻深5)
#3=0(平面Z0赋值)
N10#3=#3-#1(计算出每次钻深的Z值坐标)
IF[#3LT#2]THEN#3=#2(强制赋值,防止深度过切)
G0Z[#3 #1 0.5](Z每次定位,定位在离上次钻深0.5的地方)
G74R0.2(每次钻深0.5,退刀0.20
G74Z#3Q500F0.06(钻孔循环)
G0Z10.(当钻完一个深度退刀到Z10的地方)
G4X1.(暂停1秒,让钻头冷却)
IF[#3EQ#2]GOTO20(防止死循环,如果#3等于#2那么跳转N20的地方)
IF[#3GE#2]GOTO10(条件判断,如果#3大于或等于#2跳转到N10地方继续循环)
N20G0X120.Z150.(退刀)
M30(程序结束)

通过上面程序优化,我们可以达到一个最佳加工效果!下面我们来讲一下目前国内用的最多的系统,前面的程序都是以FANUC OI 系列编程,如果你是广数系统,你需要改动一些程序段,按照上面程序我来讲解一下广数和FANUC的区别,程序如下:
T303S600(直径12的钻头)
G0X0.Z10.
#1=2(每一次钻深的深度)
#2=-105(这里为什么不是-100?因为按上图要求孔是通孔考虑钻头前面有锥度,所以多钻深5)
#3=0(平面Z0赋值)
N10#3=#3-#1(计算出每次钻深的Z值坐标)
IF[#3LT#2]THEN#3=#2(强制赋值,防止深度过切)
#4=[#3 #1 0.5] (计算Z每次定位,定位在离上次钻深0.5的地方)区别在这里,先计算带入#号,下面一步定位,把#号带入进去
G0Z#4(Z定位)
G74R0.2(每次钻深0.5,退刀0.20
G74Z#3Q500F0.06(钻孔循环)
G0Z10.(当钻完一个深度退刀到Z10的地方)
G4X1.(暂停1秒,让钻头冷却)
IF[#3EQ#2]GOTO20(防止死循环,如果#3等于#2那么跳转N20的地方)
IF[#3GE#2]GOTO10(条件判断,如果#3大于或等于#2跳转到N10地方继续循环)
N20G0X120.Z150.(退刀)
M30(程序结束)
看过上面程序,你有没有发现区别在哪里?好!现在我来讲解一下,它的区别在于FANUC系统它在X Z后面可以直接加上[#3 #1 0.5]直接计算,而广数不行,广数必须先把中括号里面的计算带入一个#号,然后在执行G0#,这就是唯一的区别,很好理解。
总结:
1.利用宏程序钻削深孔
2.宏程序配合G74循环代码效果更佳
3.广数和FANUC系统格式的区别
来源:UG数控编程
,