外圆的磨削
(1)纵磨法如上图所示,纵磨法磨削外圆时,砂轮的高速旋转为主运动no,工件作圆周进给运动的同时,还随工作台作纵向往复运动,实现沿工件轴向进给fa。每单次行程或每往复行程终了时,砂轮作周期性的横向移动,实现沿工件径向的进给fr,从而逐渐磨去工件径向的全部留磨余量。磨削到尺寸后,进行无横向进给的光磨过程,直至火花消失为止。由于纵磨法每次的径向进给量fr少,磨削力小,散热条件好,充分提高了工件的磨削精度和表面质量,能满足较高的加工质量要求,但磨削效率较低。磨具磨床磨削纵磨法磨削外圆适合磨削较大的工件,是单件、小批量生产的常用方法。
纵磨法的特点

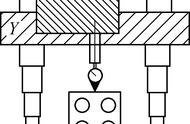
(2)横磨法如图所示,采用横磨法磨削外圆时,砂轮宽度比工件的磨削宽度大,工件不需作纵向(工件轴向)进给运动,砂轮以缓慢的速度连续地或断续地沿作横向进给运动,实现对工件的径向进给fr,直至磨削达到尺寸要求。
其特点是:充分发挥了砂轮的切削能力,磨削效率高,同时也适用于成形磨削。然而,在磨削过程中砂轮与工件接触面积大,使得磨削力增大,工件易发生变形和烧伤。
另外,砂轮形状误差直接影响工件几何形状精度,磨削精度较低,表面粗糙度值较大。因而必须使用功率大,刚性好的磨床,磨削的同时必须给予充分的切削液以达到降温的目的。使用横磨法,要求工艺系统刚性要好,工件宜短不宜长。短阶梯轴轴颈的精磨工序,通常采用这种磨削方法。
横磨法的特点

(3)深磨法如图1所示,深磨法是一种比较先进的方法,生产率高,磨削余量一般为0.1~0.35mm.用这种方法可一次走刀将整个余量磨完。磨削时,进给量较小,一般取纵进给量为1~2 mm/r, 约为“纵磨法”的15%,加工工时约为纵磨法的30~75%。
深磨法的特点

(4)混合磨削法
混合磨削法的特点