2.磨削端面
在万能外圆磨床上,可利用砂轮的端面来磨削工件的台肩面和端平面。磨削开始前,应该让砂轮端面缓慢地靠拢工件的待磨端面,磨削过程中,要求工件的轴向进给量fa也应很小。这是因为砂轮端面的刚性很差,基本上不能承受较大的轴向力,所以,最好的办法是使用砂轮的外圆锥面来磨削工件的端面,此时,工作台应该扳动一较大角度。
3.磨削内圆
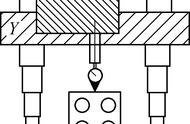
利用外圆磨床的内圆磨具可磨削工件的内圆。磨削内圆时,工件大多数是以外圆或端面作为定位基准,装夹在卡盘上进行磨削(见图),磨内圆锥面时只需将内圆磨具偏转一个圆周角即可。

上图 内圆的磨削与外圆磨削不同,内圆磨削时,砂轮的直径受到工件孔径的限制,一般较小,故砂轮磨损较快,需经常修整和更换。内圆磨使用的砂轮要比外圆磨使用的砂轮软些,这是因为内圆磨时砂轮和工件接触的面积较大。另外,砂轮轴直径比较小,悬伸长度较大,刚性很差,故磨削深度不能大,而降低了生产率。
7
常见外圆磨削疑难问题解析
1、外圆磨床在磨削时工件容易弯曲
解析原因:
- 在外圆磨削时磨削量太大;
- 在外圆磨床磨削时,切削液供给不充分;
预防措施:
- 适当的减少外圆磨床的背吃刀量;
- 保证切削液供给充足;
2、轴肩旁外圆尺寸较大
解析原因:
- 外圆磨床换向工作台停留时间太短;
- 外圆磨床砂轮磨损、砂轮外角变圆。
预防措施:
- 延长外圆磨床工作台换向的停留时间。
- 要及时修正数控外圆磨床的砂轮,保证工件磨削的精度。