我们在车削加工中时常会遇到很多问题,比如,切屑缠绕工件,缠绕刀具, 影响工件表面光洁度,影响加工效率,甚至后续工序难以进行下去。
那么一旦不断屑,
怎么办呢?
看下面这张图:

这是 ,切削参数与铁屑的关系
纵轴:代表切深Ap
横轴:代表进给量F
具体讲,切深(Ap)和进给量(F)能够直接影响铁屑的形状
为什么呢?
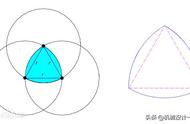
来,再看下面这个图

左侧图,是小的切深,右侧一个是大的切深
加大切深后,铁屑就会变厚
那么铁屑在相同曲度程度下,厚的铁屑就容易断屑
加大进给量就是在轴向上,加大切深,道理一样,我就不画图了。
道理就这么简单:
铁屑在相同曲度程度下,厚的铁屑就容易断屑
那么,铁屑如果不断:
1,加大切深Ap
2,提高进给量F
这两2招你用好,就能解决大部分的断屑问题
当然,很多时候切深是调整不了的,主要就是调整进给量(最好是减小转速S,F就增大,这样还能提高一下刀具寿命)。但是太大进给量会带来相应的问题。下面两点你需要注意的:
问题一:切削力变大
对整个加工系统的强度要求增大,可能会产生振动,如果振动那么就不行了,要想别的办法了。(具体可以参考我之前分享的解决刀具振动一文)
问题二:光洁度下降
同样圆角的情况下,加大进给光洁度肯定会下降,所以要注意一下工件的光洁度情况。
(圆角和进给量的关系有个经验公式:Ra=(f*f**50)/re,进给量越大,刀尖圆角越小,获得的表面粗糙度值越大)
好了,今天就简单分享在这儿,更多干货的获取私信我666,发我写的一套数控编程精简电子版给你
,