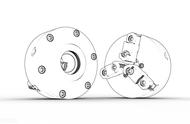
③支承钉
两个支承钉在夹具体上等高布置且位置不低于回转中心,两个支承钉相隔距离应尽量大。为保证蜗杆孔中心轴线对端面N的垂直度要求,两个支承钉在夹具体上安装到位后,随夹具体在车床上加工,以保证它们伸出的长度等高允差不大于0.01mm。
2)夹紧装置
①采用螺旋夹紧机构,为使机构简单,直接在定位心轴上加工M20螺纹以满足强度要求。
②采用削边圆形压板,是为了保证压板轮廓不超出工件宽度,压板削边一侧开口,则可实现工件在夹具上方便、快速地拆装。

③夹具体应根据被加工零件尺寸、角铁大小、配重块安装以及车床最大回转直径要求等因素来确定其径向尺寸。

4)辅助装置
①平衡块
由于工件和夹具上各元件相对机床主轴的旋转轴线不对称,因此欲使其平衡,则需要在该回转体上加一即配重块,使它产生的离心惯性力与原有各质量所产生的各离心惯性力的合力等于零。
②防护罩
为保证加工工件时的操作安全,应设计防护罩
五、绘制夹具总图

一、钻床夹具分类