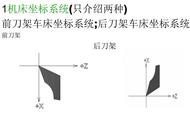
由于车削的毛坯多为棒料或铸、锻件,因此,车削加工多为大余量多次进刀切除,所以在车床的数控装置中,总是具备各种不同形式的固定循环功能,如内或外圆柱循环、内或外锥面循环、切槽循环、端面循环、内或外螺纹循环以及锥螺纹循环等等。应注意的是,不同国家、不同地区、不同公司的产品数控装置的这些循环指令代码及程序格式不尽完全相同,必须根据使用说明书具体规定进行编程,一般情况,对于数控车床大多采用G70~G79(为不指定代码)或G33~G35。以下仅对一些常用固定循环做一般性介绍。


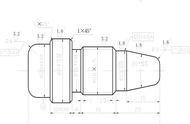
图1 内圆、外圆固定循环
1.车外圆、内圆固定循环指令:G⊿⊿
该指令用于内、外圆柱面切削的矩形自动循环。如图1,ABCD为一次自动循环,用一个循环指令并用一个程序段表示:
N-- G⊿⊿ X(U)-- Z(W)-- F-- LF
坐标值可用C点的增量值U、W,也可用C点的绝对坐标值X、Z。图示的U、W为负方向,U用AB的二倍值编程,并附上方向符号。图中虚线为G00快速,实线为程序中给定的F速度,但程序段中只编入F。
当进行重复循环时,为进一步减小程序,有些数控车床采用重复循环次数代码(如L或H代码)。设定每次循环完成后的推进量为I、K,则多次重复循环的动作可用一个程序段完成,即:
N-- G⊿⊿ X(U)-- Z(W)-- I-- K-- H-- F-- LF
H代码后的数字表示重复循环次数(包括第一次循环)。X(U)和Z(W)为第一次循环的坐标值。I用二倍值代入程序并附方向符号。
根据U、W、I、K的不同方向(正或负)可以组成不同切削方向的自动循环(如各种外圆或端面)。
2.锥度循环指令:G⊿⊿
用作切削内、外锥面的自动循环指令,如图2。锥度的斜率取决于U、W值。U值为圆锥大、小端直径差,编程时以二倍U值代入。当用绝对值编程时,取B点的X值与C点的Z值;当用增量值编程时,取AB之间的U值与AC之间的W值。车锥度大多应用增量坐标U、W编程。指令格式:
N-- G⊿⊿ X(U)-- Z(W)-- I-- K-- H-- F-- LF
式中I、K为A到A′的推进量,H为循环次数。
3.车简单螺纹循环:G⊿⊿
简单螺纹循环与圆柱循环基本相同,所不同的是F后边的进给量为螺纹导程值,单位为mm/r,并在切完螺纹的终点有斜向退刀动作CD。CD在Z向的距离约为一个导程。程序中的U值取大于螺纹牙深度二倍值以上编程;W值应包括切入和切出的空刀行程,如图4,即:
W = L L1 L2
L1和 L2为切入和切出的空刀行程,为保证加工出的螺纹质量,一般推荐:
L1为(3~5)F;L2为(1~2)F。