移动指令和M代码同在一个程序段中时,移动指令和M代码同时开始执行。
(例)N1 G01 X50.0 Z-50.0 M05:(主轴停止)
辅助功能M代码用地址M加2位数字组成,系统把对应的控制信号送给机床,用来控制机床相应功能的开或关。同一程序段中只允许使用一个M代码。
M03 :主轴正转
M04. 主轴反转
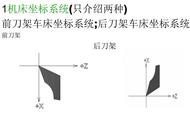
注:正转是指沿Z轴方向向负向正观察,主轴逆时针旋转(CCW)则为正转:反之顺时针旋料
CW)为反转。按右旋螺纹进入工件的方向旋转为正向,按右旋螺纹离开工件的方向旋转为
M05:主轴停止。
M08:冷却液开。
M09:冷却液关(不输出信号)。
M10:尾座进。
M11:尾座退。
M12:卡盘夹紧。
M13:卡盘松开。
M32:润滑开。
M33:润滑关(不输出信号)。
M00:程序暂停,按“循环启动程序继续执行。
M30:程序结束,程序返回开始。
M41~M44:主轴自动换挡机能(详参见机床连接篇《主轴自动换档控制》)
M51~M70:用户自定义输出控制
M91~M94:用户自定义输入控制
下面的M代码规定了特殊的使用意义
1、M30程序结束)
1)表示主程序结束
2)停止自动运转,处于复位状态。
3)返回到主程序开头。
4)加工件数加1。
2、M00:程序暂停
当执行了M00的程序段后,停止自动运转。与单程序段停同样,把其前面的模态信息全部
保存起来。CNC开始运转后,再开始自动运转。
3、M98/M99(调用子程序/子程序返回)
格式:
M98POOO OOOO
调用的子程序号后四位(0000-9999)
调用次数p。。。必须是三位数(1-999
用于调用子程序。或程序结尾为M99时,程序可重复执行。子程序的嵌套可到四重。
除M00,M30外,其它M代码的执行时间(不是脉冲宽度)由数据参数P86设定。
设定值:0~9999999
设定时间=设定值×4ms。
设定时间
M代码开始执行
开始执行下个程序段
注1:当在程序中指定了上述以外的M代码时,系统将产生以下报警并停止执行。
40.181:M代码错,程序中编入了非法的时代码。
注2:M、S、T启动后,即使方式改变,也仍然保持,可按“复位'键关闭(由位参数
以上是常用M代码。
4.2特殊M代码(M21、M22、M23、M24)
相关参数:
013
M23M2
M21=0:对应的输出脚没有输出
=1;对应输出脚有输出
M23=0:对应的输出脚没有输
=1;对应的输出脚
输入/输出信号:入信号(出厂在XS40第22
M231:输入信号(出厂在XS40第21脚T04)M210:输出信号(出厂在XS42第8脚M
M230:输出信号(出厂在XS42第9脚M63)
使用方法:
功能1:M21当M21=0,所对应的输出脚没有输出:当M21=1,输出M210.
例:G0X100Z100
M21P10000 程序暂停十秒 P多少是时间
G0 X0 Z0
M22 关闭暂停
,