钨极惰性气体保护焊,英文名称为Tungsten Inert Gas Welding,缩写为TIG。后来,美国焊接学会将其正式命名为Gas Tungsten Arc Welding,缩写改为GTAW。 这里谈谈管-管对接GTAW的焊接参数。
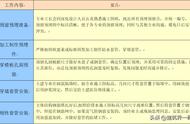
管-管对接管件水平固定(5G)和倾斜固定(6G)全位置焊接时,最主要的问题是电弧对焊接区的累积加热,特别是小直径薄壁管对接接头的焊接,这一难点尤为突出。其原因是电弧对焊件的加热速度大于散热速度,使热量积聚,最终导致焊接熔池失稳。因此在管件对接的全位置焊接过程中,为始终保持熔池形态稳定,即使熔池的表面张力与重力平衡,必须适当地控制电弧的能量,其解决办法是,除了采用脉冲电流外,还应分区段程序控制各焊接参数。图1所示为管子横断面周长典型的划分方法,即将其等分为4个区段。每个区段为90°。第一区段从D点开始,即从10∶30到13∶30结束,依此类推。不同区段相对应的焊接位置如下:
S10°~90°平焊位置;
S290°~180°立向下焊位置;
S3180°~270°仰焊位置;
S4270°~360°立向上焊位置。

图1管子对接接头周长区段的划分
管子对接接头全位置焊接时,应按不同区段的焊接位置程序控制焊接电流(IP、IB)、焊接速度和送丝速度,使焊接熔池始终处于热平衡状态。对于某些规格的管件和导热性差的管材,还可能要求对焊接区段细分成8等分或16等分。
管件对接接头全位置焊,按管壁厚度可分别采用自熔GTAW工艺和填丝GTAW工艺。

一、管-管对接自熔GTAW焊接参数