钻孔操作后,产品将需要额外的精加工工艺,铰孔和去毛刺,以达到所需的孔质量。为了克服这些问题,可以在切削液存在的情况下进行钻孔,以减少热量产生,从而减少热软化和材料粘附。
重要的是要注意,在钻井过程中使用切削液或润滑剂的成本很高,可能会对环境产生很大的影响,并且需要大量的维护才能处置。干钻通常是可取的,选择合适的切削参数对于为产品装配生产高质量的钻孔至关重要。
铝合金7075的应用Al7075在汽车和航空航天工业中的应用越来越多,通常有助于减少车辆的总质量。在航空航天工业中,Al7075通常用于生产机身的结构部件,包括机翼蒙皮,尾翼或尾翼以及机身。Al7075的高耐腐蚀性、高强度、高耐撞性和耐用性使该材料成为结构部件应用的理想选择。

AI7075的模量弹性为71。7GPa,剪切模量为26.9GPa,适用于高性能金属应用。AI7075具有良好的拉伸屈服强度,这意味着它可以在变形之前抵抗高达503MPa的张力,并且不会恢复到其初始形式。
与纯铝相比,Al7075强度高的主要原因是锌含量是其主要合金元素。在保持部件强度的同时减轻重量有利于降低油耗和降低维护成本。这些良好的性能显示了Al7075在结构部件工业中越来越多地使用的好处和原因。
从可加工性方面来看,Al7075由于其更好的切屑形成,比其他高性能金属更具可加工性,并且易于剪切。与其他高性能合金相比,加工铝合金的切削力、切削温度和能耗相对较低,这使其成为实现高生产率的良好替代品。

在Al7075中,在尺寸精度和良好的机器表面光洁度方面生产出良好的孔质量可能具有挑战性。铝合金的柔软性和延展性可能导致在操作过程中材料热软化,从而导致积屑瘤积聚在刀具边缘和材料粘附在加工表面上。
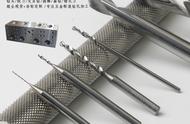
切削工具在进行钻孔操作之前,刀具几何形状和刀具材料方面的切削刀具是需要确定的重要因素,因为它们会影响Al7075的刀具磨损、刀具寿命和表面光洁度。麻花钻,是常用的钻头类型,特别是在钻孔Al7075中,因为它具有螺旋槽,便于排屑与凹槽一起排出。
螺旋角是在钻头前缘和钻轴之间形成的角度。由于通过减小螺旋角来提高刀具强度,使用低螺旋角可以提高钻孔操作的效率。对于钻孔Al7075,已使用的常见螺旋角为30°。点角,即切割唇之间的角度形式,对于确保钻孔效率也很重要。

钻头材料的选择很重要,因为它决定了钻头在钻孔过程中的韧性、硬度、耐磨性和耐热性。钻孔Al7075中使用的钻头材料通常由高速钢和碳化钨制成。据说HSS钻头经常被使用,因为它的可用性范围广,成本低,硬度低,HSS钻头不能很好地抵抗高切削温度。
为了制造高性能部件,碳化钨钻头是优选的,因为与高速钢钻头相比,它们能够抵抗高切削温度并保持其韧性,通常产生更好的孔质量。与高速钢钻头相比,在钻孔Al7075期间使用硬质合金钻头时,报告了更少的材料附着力、更少的BUE、低刀具磨损和改善的切屑形成。
这得到了先前研究的支持发现碳化钨钻的刀具寿命比高速钢钻长20%,并且在干燥条件下钻孔直径为6毫米时,还可以在04.6至12.6毫米的范围内产生尺寸精度高的高质量孔。通常建议使用碳化钨钻头钻孔Al7075。