前面我们讲过的万能指令G01直线插补编程缺点是步骤繁琐,程序过长。今天我们来优化一下学个简单指令G90,外径切削单一循环指令。后面还会学习更简单的复合循环编程指令。

外径车削的几种形式
第一种编程讲解

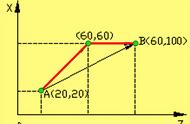
外径车削循环,箭头方向为刀具加工方向
指令格式
G90 X(U)_ Z(W)_F_;
指令说明 X、Z 表示切削终点坐标值;
U、W表示切削终点相对循环起点的坐标
F 表示进给速度
上图编程案例
G90 X60. Z-80._F0.05;
……
G90 X_30Z-80;
第二种 锥面切削循环指令

锥面形式
格式
G90 X(U)_ Z(W)_R _F_;
指令说明
X、Z 表示切削终点坐标值;
U、W表示切削终点相对循环起点的相 对坐 标;
F 表示进给速度;
R 表示锥面的起点和终点在轴方向上 x的增量值
由于时间问题今天就介绍到此,有问题大家留言。后面会有实操详细讲解
,