下面是我剪贴了2个数控车的部分程序,你观察下这两个程序F值

G98/G99在数车方面的含义
G98:每分钟进给量 (mm/min)
G99:每转进给量 (mm/r)
我们看数车的程序,进给量后面的F值 比如F0.2
那么这个F0.2什么意思呢?也就每转进给量,即主轴转动一圈刀具移动0.2mm
偶尔,程序中也可以看到进给量后面的F值比较大 比如F100
那么这个F100是什么意思呢? 我们观察上面O0004程序,仔细观察程序中用了G98,
F100在此就是每分钟进给100mm
也就是说在数车编程的时候,我们需要用G98或G99指定进给量F 是每分钟进给 还是每转进给
G98:每分钟进给量 (mm/min)
G99:每转进给量 (mm/r)
数控车默认G99方式,所以上面O0003程序中每省略了G99
补充说明下:
看上面O0003程序中
S10000也就是你指定主轴每分钟旋转1000转
F0.2 上面已经解释过 主轴转动一圈刀具移动0.2mm
那么:一分钟进给量为多少?
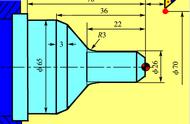
如果车削一个长度为600的外圆,分5次走刀
那么:加工时间多久?
G98/G99在数铣方面的含义
这两个指令主要与循指令配合使用(如G81,G83,G84,G76……)
上面你提到初始点复位,R点复位,也就是我要讲解的R点与初始点
G98:循环加工完后返回初始点
G99:循环加工完后返回R点

我们看下面一个程序:
(设零件表面为Z 0点)
%
O0002
N2(DRILLING CENTER HOLE)
G90G56G00X-23.5Y0.
G43Z200.H02
S2000M03
Z50.0M08
G98G83Z-26.5Q2.R3.F60.
X23.5
G80
G91G28Z0.
M30
%
我采用了G98方式,根据上面含义,循环加工完后一组孔后返回初始点,也就是返回Z50.然后移动到X23.5进行下一组孔的加工,加工完后返回Z50. (离工件表面Z=50的点)。孔与孔之间有干涉比如压板等适合采用G98方式。
加入采用G99方式呢?
循环加工完后一组孔后返回R点,也就是返回离工件表面Z=3) 然后移动到X23.5进行下一组孔的加工,加工完后返回离工件表面Z=3处 。
,