大家好,我是木子,今天给大家带来,华中HNC-21/22T车床数控系统编程指令简介,并带有编程参考,话不多说,上干货
华中HNC-21/22T车床数控系统编程指令简介
华中系统中(G90/G91)、(G92/G54~G59)、(G00/G01)、(G02/G03)、(G28/G29)、 (G41/G42/G43)等指令与FANUC 0i系统格式、含义相同
与FANUC 0i系统不同的部分有
1、G20/G21——英制/公制尺寸单位的设定
格式:G20 /G21
说明:
(1) G20:英制输入制式(英寸)
G21:公制输入制式(毫米)
(2)G20、G21为模态指令,可相互注销,G21为缺省值。
2、G36/G37——直径/半径编程
格式:G36 /G37
说明:(1)G36:直径编程
G37:半径编程
(2)数控车床加工的工件外形通常是旋转体,其 X轴的尺寸可以用两种方式加以指 定:直径方式与半径方式。G36为缺省值。机床出厂一般设为直径编程。本书例题,未经说明均为直径编程。
3、G53——机床坐标系编程
G53是机床坐标系编程,在含有G53的程序段中,绝对值编程时的指令值是在机床坐标系中的坐标值。其为非模态指令。
4、G94/G95——进给速度单位的设定
格式:G94 F /G95 F
说明:
(1)G94:每分钟进给量
G95:每转进给量
(2)G94:对于线性轴,F的单位依G20/G21的设定而为mm/min或in/min;对于旋转轴, F的单位为度/min。
(3)G95:F的单位依G20/G21的设定而为mm/r或in/r。这个功能只在主轴装有编码器时才能使用。
(4)G94、G95为模态指令,可相互注销,G94为缺省值.
5、倒角加工指令
(1)直线后倒直角G01指令
格式:G01 X(U)_ Z(W)_ C_
说明:
①该指令用于直线后倒直角。
② X、Z:绝对坐标编程时,为倒角前两直线的交点坐标。
③ U、W :增量坐标编程时,为倒角前两直线交点相对于起始直线始点的移动距离。
④ C:两直线交点相对于倒角终点的距离,即倒角的直角边长度。
(2)直线后倒圆角G01指令
格式:G01 X(U)_ Z(W)_ R _
说明:
① 该指令用于直线后倒圆角。
② X、Z:绝对坐标编程时,为倒角前两直线交点的坐标值。
③ U、W:增量坐标编程时,为倒角前两直线交点相对于起始直线始点的移动距离。
④ R:倒角圆弧的半径值。
(3)圆弧后倒直角G02(G03)指令
格式:G02(G03) X(U)_ Z(W)_ R_ RL=_
说明:① 该指令用于圆弧后倒直角。
② X、Z:绝对坐标编程时,为倒角前圆弧终点的坐标值。
③ U、W:增量坐标编程时,为圆弧终点相对于圆弧始点的增量值。
④ R:圆弧的半径值。
⑤ RL =:倒角终点相对于圆弧终点的距离,即倒角的直角边长度。
(4)圆弧后倒圆角G02(G03)指令
格式:G02(G03) X(U)_ Z(W)_ R_ RC= _
说明:
① 该指令用于圆弧后倒圆角
② X、Z:绝对坐标编程时,为倒角前圆弧终点的坐标值。
③ U、W:增量坐标编程时,为圆弧终点相对于圆弧始点的增量值。
④ R:圆弧的半径值。
⑤ RC =:倒角圆弧的半径值。

如图所示,用倒角指令编程。
%52
N10 M03 S300
N20 G00 U-70 W-10
N30 G01 U26 C3 F100
N40 W-22 R3
N50 U39 W-14 C3
N60 W-34
N70 G00 U5 W80
N80 M30

如图所示,用倒角指令编程。
%53
N00 T0101
N10 G00 X70 Z10 M03 S400
N20 G00 X0 Z4
N30 G01 W-4 F100
N40 X26 C3
N50 Z-21
N60 G02 U30 W-15 R15 RL=3
N70 G01 Z-70
N80 G00 U10
N90 X70 Z10
N100 M30
6、G04——延时指令
格式:G04 P_
说明:
(1) P值是暂停时间,单位为秒。
(2)G04为非模态指令,仅在其被指定的程序段中有效。
(3)G04可使刀具作短暂停留,以获得圆滑光整的表面。该指令除用于切槽、钻镗孔 外,还可以用于拐角轨迹控制。
7、G96/G46/G97——恒线速度主轴极限转速限定
格式:
G96 S 恒线速度有效
G46 X_ P_ 主轴极限转速限定
G97 S 取消恒线速度功能
说明:
(1) S:G96后面的 S值为切削的恒线速度(m/min)。 G97后面的 S值为取消恒线速度后,指定的主轴转速(r/min)。
(2) X:恒线速度时主轴最低速限定(r/min)。
(3) P:恒线速度时主轴最高速限定(r/min)。
注意:
(1)使用恒线速度功能,主轴必须能自动变速(如:伺服主轴、变频主轴)。
(2)在系统参数中设定主轴最高限速
(3)G46指令功能只在恒线速度功能有效时有效。

用恒线速度指令编写如图所示零件的加工程序。
%54
N10 T0101
N20 G00 X40 Z5
N30 M03 S400
N40 G96 S80
N50 G46 X300 P700
N60 G00 X0
N70 G01 Z0 F60
N80 G03 U24 W-24 R15
N90 G02 X26 Z-31 R5
N100 G01 Z-40
N110 X40 Z5 F500
N120 G97 S300
N130 M30
8、G32——螺纹加工指令
格式:G32 X(U)_ Z(W)_ R_ E_ P_ F_
说明:
(1) X、Z:绝对编程时,有效螺纹终点在工件坐标系中的坐标。
(2) U、W:增量编程时,有效螺纹终点相对于螺纹切削起点的位移量。
(3) F:螺纹导程。
(4) P:主轴基准脉冲处距离螺纹切削起始点的主轴转角。
(5) R、E:螺纹切削的退尾量,R表示Z向退尾量,E为X向退尾量。R、E在绝对或增量坐标编程时都是以增量方式指定,其为正表示沿Z、X正向回退,为负表示沿Z、X负向回退。使用R、E免去退刀槽。R、E可以省略,表示不用回退功能;根据螺纹标准R一般取2倍螺距,E取螺纹的牙型高度。
9、G80/G81/G82——简单切削循环指令
(1)G80——内、外径切削循环指令
①圆柱面的内、外径切削循环
格式:G80 X(U)_ Z(W)_ F _
②带锥度的内、外径切削循环
格式:G80 X(U)_ Z(W)_ I_ F_
说明:I为切削起点相对于切削终点的 X向有向距离。
(2)G81——端面切削循环指令
①端平面切削循环格式:G81 X(U)_ Z(W)_ F_
②圆锥端面切削循环格式:G81 X(U)_ Z(W)_ K_ F_
说明:K为切削起点相对于切削终点的 Z向有向距离。
(3)G82——螺纹切削循环指令
格式:G82 X(U)_ Z(W)_ I_ R_ E_ C_ P_ F_
说明:
① X、Z:有效螺纹终点的坐标值,或终点相对起点的增量值。
② R、E:Z、X轴向螺纹退尾量,为增量值。
③ P:单头螺纹切削时,为主轴基准脉冲处距离切削起始点的主轴转角(缺省值为0);多头螺纹切削时,为相邻螺纹头的切削起点之间对应的主轴转角。
④ F:螺纹导程
⑤ C:螺纹头数,为0或者1时切削单头螺纹。
⑥ I:螺纹起点与螺纹终点的半径差。其符号为差的符号(无论是绝对值编程还是增量值编程)。

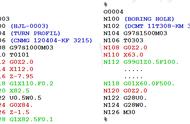
用螺纹切削循环G82指令编写如图所示螺纹加工程序。
%60
N10 T0101
N20 G00 X35 Z104
N30 M03 S300
N40 G82 X29.2 Z18.5 C2 P180 F3
N50 X28.6 Z18.5 C2 P180 F3
N60 X28.2 Z18.5 C2 P180 F3
N70 X28.04 Z18.5 C2 P180 F3
N80 M30
好了,今天的分享就到这里了,希望大家喜欢,喜欢的朋友给个关注 转发收藏哦
,