(一)加工前准备
1、连接电源线,电源为三相380V,50HZ。通电前,机壳务必连接好接地线。
2、冷却液箱中加足水溶性冷却液(严禁加油性冷却液)。
3、检查各运动部件是否灵活,检查减速机润滑油是否充足。
(二)空车试转(不装夹工件)
1、顺时针转动进给手柄使机床停在起始位置,接通电源。
2、操作面板正反转开关,旋为正转,检查水泵工作是否正常。配电盘旋钮开关置于正丝,逆时针转动进给手柄,主轴旋转,(观察旋转方向,如不正确需重新交换两根电源线)检查其它各部位是否正常。
3、按加工螺纹的工序进行试操作,而后将减速机置于后极限位置,减速机停止转动。

钢筋连接套筒厂家钢筋滚丝机
(三)机器的调整(注意:以下操作均在切断情况下进行)
1、加工前要根据所加工钢筋的直径,选择并调换相应的滚丝轮。
2、滚丝轮及偏心套的安装。
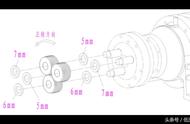
滚丝头是设备的工作核心之一,它主要作用是对剥肋后的钢筋进行滚压螺纹,它主要由前轴盖、后轴盖、滚丝轮、偏心轴、偏心套、固定套、齿圈、小齿轮等组成。
(1)正丝安装
取下前轴盖坚固螺钉,卸下轴盖(观看偏心套标记孔是否在内侧,如不对,摘下后轴盖偏心套定位螺钉,转动偏心套,使偏心套标记孔均在圆周内侧,上好偏心套螺钉)。面向滚丝头,以任一偏心轴为起始轴,按顺时针依次安装滚丝轮1、2、3(轮标记在外侧),再装好前轴盖即可。
(2)反丝安装 取下前轴盖紧固螺钉,卸下前轴盖,摘下并转动偏心套,摘下后轴盖偏心套定位螺钉,转动偏心套,使标记孔均在圆周外侧,上好偏心轴套螺钉,面向滚丝头,以任一轴为起始轴,按逆时针依次安装滚丝轮1、2、3号(轮标记在外侧),再装好前轴盖即可。
(3)齿轮圈与小齿轮调节螺杆安装位置及顺序:
小齿轮的安装位置决定性偏心轴的偏转方向,即滚丝轮中心线到滚丝头中心线的距离,因此,小齿轮安装的相对位置不能装错,如图,装配时应注意:小齿轮与齿圈按下图对正。注意齿圈外齿位置小齿轮键位置。
3、滚丝轮与所要加工的钢筋型号相适应后,把与加工钢筋型号相对应的对刀棒细端插入滚轧头中心,转动调节蜗杆,使滚丝轮与对刀棒捆接触抽出对刀棒即可。

钢筋滚丝机快调机头
4、更换滚丝轮操作总汇
(1)转动进给手柄,将滚轧头停放在初始位置,此时剥肋组合入。
(2)松开定位盘4条紧固螺钉,喱针转动定位盘,刀组合到最小,分别拧紧四处刀体紧定螺钉,使刀体与刀架不致分离。
(3)顺时针转动定位盘,此时定位盘松开,摘除限侠套限位螺钉,以下限位套附带定位盘。
(4)摘除刀架安装螺栓,取下刀架附带刀组。
(5)摘除前轴盖安装螺钉,取下前轴盖。
(6)取出滚丝轮
(7)如需改换螺纹旋向,则按(三)2进行。
(8)按(6)—(2)的反顺序恢复安装。
5、剥肋尺寸调整,根据所加工钢筋的型号,选择相应对刀棒,操作步骤如下,把对刀棒的粗端插入刀架心,松开定位盘安装螺钉4条(不需卸下)转动定位盘,剥肋刀刀体径向移动,使剥肋刀与试棒相接触。(注意:此操作均在剥肋刀组合上状态下进行),拧紧定位盘紧固螺栓,取出对刀棒。
6、剥肋与滚丝长度的调整 剥肋长度调节是通过调节剥肋刀开张碰块的前后位置来实现,即开张碰块在导轨轴上的相对位置,当剥肋长度不符合要求进行调整时,向前移动可加长剥肋长度,向后移动可缩短长度。滚丝长度调整是通过调节行程开关的前后位置来实现,向前移动可缩短滚丝长度,向后移动则加长滚丝长度。
(四)工件装夹
将待加工的钢筋夹在定心夹紧钳上,长度与起始位置剥肋刀架表面的距离约3mm,搬动以手柄,夹紧。
(五)操作过程(连接好电源)
7、更换滚丝轮操作程序汇总如下:
(1)摇动进给手柄,将滚轧头 停放在初始位置,此时剥肋刀组 合入。
(2)稍加向心推力的情况下,分别拧紧四处刀体紧定螺钉,使各刀体与刀架不致分离。
(3)摘除限位螺钉一件,取下限位套及定位盘组合。
(4)摘除刀架安装螺栓4件,取下刀架附带刀组。
(5)摘除前轴座安装螺栓3件,取下前轴座。
(6)取下三处偏心轴上面的滚丝轮。
(7)照前文所述滚丝轮选取方法和安装顺序更换滚丝轮。
(8)按(1)-(6)的反顺序恢复安装。
(9)按上述3、4调整机器。
(四)工件装夹
将待加工的钢筋夹在定心夹紧钳上,伸出长度应与起始位置的滚轧头剥肋刀片端面3毫米的距离,然后搬动手柄夹紧。

钢筋连接设备
(五)操作过程(连接好电源)
1、滚轧正丝时,先顺时针转动进给手柄,使机身移动到起始位置,接通电源的,将配电箱里开关合上,钮子开关拧至正丝,再将操作面板开关旋转为正转位置,逆时针转动进给手柄,此时主轴逆时针转动(在钳口一侧面对机头)水泵接通,向工件方向手动进给实现切削,当剥肋长度达到要求时,剥肋刀会自动张开,转动手柄继续进给,即可开始滚压螺纹(开始上丝时要用力)待上丝后即可实现自动进给,直到整个滚转过程完成后自动停车并自动反转回车。
2、当自动回车结束后,顺时针转动进给手柄,将滚丝头退回到初始位置自动停车,此时剥肋机构自动复位。卸下加工完的工件,如此反复工作。
3、用螺纹通止规检查丝头,通规能旋入,止规不能旋入或不能完全旋入为合格,或用标准的连接套筒直接检测(每个连接套每批只能检测不超过100次)。
4、滚轧反丝时,滚丝轮及偏心套调整后只需扭动配电盘上钮子开关至反丝位置,转动进给手柄主轴逆时针转动,对工件进行剥肋,直至刀架打开,继续进给(注意不可进给过快)主轴会自动变为顺时针转动,继续进给,上丝时需用力,上丝后即可实现自动进给,直到滚轧过程结束,自动变换转动方向回车自动回车结束后,顺时针转动手柄,回到起始位置,自动停车。
,