在数控机床的面板上,我们经常能看到“倍率开关”的身影,这是一个“标配”,基本上数控机床上都有。那么,你了解这个“倍率开关”吗?

本期笔者就以一个维修工的角度,来介绍一下倍率开关的功能以及相关信号地址。看一看,FANUC数控机床面板上的倍率开关有何用处?以及如何查看倍率开关的信号?
1、进给速度倍率信号通过进给倍率开关选择百分比来增加或者减少编程进给速度。一般用于程序检测。例如,当在程序中指定的进给速度为100mm/min时,将倍率设定为50%,使机床以50mm/min的速度移动。

切削进给速度倍率信号共有8个二进制编码信号(倍率值在范围0%~254%内以1%为单位进行选择),进给速率信号为负逻辑信号,即位为“0”则有效。FANUC系统进给倍率信号地址为G12(这个信号可得记住哦!)。
2、主轴倍率信号主轴速度倍率信号使加工程序中指令的主轴速度S值乘以0%~254%的倍率。例如,当在程序中指定主轴速度为1000r/min时,将主轴倍率开关选择在50%,使主轴的实际转速为500r/min。但在进行攻丝循环加工或螺纹切削时,主轴倍率无效(强制为100%)。

主轴倍率值信号为8位二进制信号,倍率单位为1%,FANUC-0i系统主轴倍率信号的地址为G30。
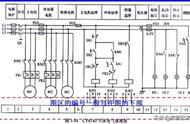
3、如何查看倍率开关的信号地址?一般而言,数控机床系统画面内都有I/O信号状态,我们可以通过I/O信号状态来查看倍率开关的相关信号。下面笔者就以FANUC 31i系统来举例介绍一下。
进入【PMC信号状态】画面,搜索查看【X21信号状态】,如下图