对于金属、陶瓷以及一些难熔金属中间化合物粉末的烧结,一般采用两种烧结方式即无压烧结和有压烧结。而目前常用的有压烧结主要常采用以下三种方式,热等静压烧结、热压烧结及气压烧结。随着大量新材料的不断被研发出来及工业化量产的需求,上述三种有压烧结被大量应用于新材料的制备。热等静压烧结及气压烧结设备由于自身结构特殊,生产成本较为昂贵,对于很多生产型厂家来说,并不是最优选择,因而研发成本较低的真空热压烧结炉有着其现实意义。现在的研究及生产实践证明,热压材料致密化的过程包括塑性流动、粘性流动和扩散与蠕变,当以塑性和粘性流动成为主导致密机制时,粉末体得到快速致密化,并得到可控的显微结构。热压法的优势在于设备投资小,虽然压力较等静压低一个数量级,但由于热压机内承压材料可以变细,从而限制了纵向热流,改善了工件温度场的均匀性、大大降低了能耗,可以制备大直径的材料、能够以IT技术测控热压机,有效的控制材料的致密化过程及质量。
热压烧结是利用热能与机械能将制品致密化的过程。此过程的特色是烧结温度可依外加压力的大小而比常压烧结低约200~400℃,同时外加的能量使得制品致密化的速度加快,因此完全致密且晶粒细致的制品可在降低的温度及较短的时间内完成;而采用真空热压烧结,由于热压过程中保持有较高的真空度,能够进一步有效地降低制品的烧结温度并高效排除微小气孔中的气体,从而进一步的促进热压材料的致密化过程。众所周知,烧结温度的降低,对于微粉制品,能够有效的防止晶粒的长大,对于最终产品质量的稳定有着极其重要意义。尤其是对于接近纳米级硬质合金等材料,由于颗粒直径的减小,比表面积增大、表面活化能增加、颗粒间的接触面积增加,造成最终烧结的驱动力增大,降低了气孔的产生及气孔的数量。现在研究发现,纳米级粉末制品的烧结驱动力是普通制品的几十甚至上百倍。抑制烧结过程中晶粒的长大是获得纳米晶粒制品最为关键的过程,而真空热压烧结工艺能够很好地实现这一点,这一点在结构陶瓷及ITO靶材的实际生产中已得到了证明。
一、真空热压烧结炉的分类
真空热压烧结炉根据使用环境可分类如下:
1、 大气热压烧结炉:主要有氧热压烧结,在大气环境下热压烧结;
2、 气氛热压烧结炉:通过气氛保护或起化学反应来热压烧结;
3、 真空热压烧结炉:通过一定的高真空环境来热压烧结,所烧结的材料厌氧或与氧气会起化学反应,必须通过真空环境下来热压烧结。
真空热压烧结炉根据温度可分类如下:
1、常温~800℃:温度在800℃以下的炉子,加热器常采用铁铬铝、镍铬丝等作为加热元件,保温材料常采用高温硅酸铝保温毡。
2、常温~1600℃:温度在1000℃~1600℃常采用金属钼、硅钼棒、硅碳棒,石墨棒等作为加热元件,保温材料常采用复合碳毡、莫来石毡,石墨毡等。
3、常温~2400℃:温度在1600℃~2400℃常采用石墨管,金属钨等作为加热元件或采用感应加热方式,保温材料常用石墨毡等。
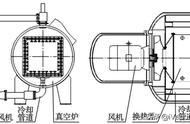
二、真空热压烧结炉的组成(电阻式加热)
真空热压炉主要由炉体、炉门、加热与保温及测温系统、加压系统、真空气氛系统、水冷系统、控制系统、安全保护系统等组成。
热压烧结炉具有工作温度高、真空度高、结合压力大、冷却条件好等优点,整个炉体除发热体和保温部分外,其余各部位均可快速冷却,安全性能耗。要满足以上特点,对结构设计和制造精度都有较高的要求,下面我们来了解下它的结构特点:
(1)炉体全部采用不锈钢制造,为双层结构,分内外桶体,炉底封头采用旋压工艺加工。因为热压装置产生的力要由炉体承受,炉体必需具有很高的强度和足够的刚度,在外力和高温下不会产生变形。炉底动态密封装置固定在炉体的中心线上,与法兰盘必需垂直,保证下顶杆沿直线运动。动态密封装置有良好的冷却系统,以延长密封件的使用寿命。
(2)炉门由炉封头及法兰、举起油缸和上压头组成。炉门为双层结构,为承受下顶杆传递的压力,必需具有足够的强度和刚度。上压头的下端工作时处于高温区,必需强制冷却。
(3)保温系统由隔热层、反射层、保温层等组成,分别用石墨、钼片、石墨毡和不锈钢制作。用钼片制作的反射层主要抵御由发热元件产生的辐射热,以免损害保温层和炉体。
(4)压力系统由液压站、油缸、举起油缸、下顶杆及控制器组成。液压站有两路压力输出,一是驱动炉盖上下运动,二是驱动热压油缸运动。热压油缸的控制有两种方式,手动或自动。自动运行时,可根据设定的压力自动保压,使制品始终处于恒压状态。油缸运动的速度调节范围为50~300mm/min。热压油缸在有载工作时必需具有较高的稳定性,不能抖动。制备高质量的产品,热压油缸的运动质量是重要的条件之一。
三、真空热压烧结炉的应用
1、先进陶瓷热压烧结(B4C烧结)
纯碳化硼的致密化烧结是极其困难的,这是因为其共价键达到93.94%,远高于诸如碳化硅(88%)和氮化硅(70%)等。从而使得碳化硼内气孔的消除、晶界和体积扩散需要在2200℃以上充分发生。

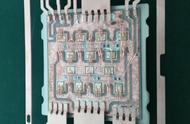
碳化硼的晶格及结构片段
一般而言,普通碳化硼粉末在2250-2300℃常压烧结,只能达到80%-87%的相对密度。其机理是在温度接近碳化硼熔点时的体积扩散。在如此高温的条件下烧结,晶粒会快速粗化、长大,不利于气孔的排除,并将产生大量的残余气孔使材料的致密性受到影响。
碳化硼是一种典型的通过共价键结合的稳定化合物,加上它的扩散系数低,很难用常规的烧结方法使其达到致密化,必须通过添加一些烧结助剂以降低表面能或增加表面积,以及采用特殊工艺处理来获得致密的碳化硅陶瓷。

热压烧结是目前制造碳化硼及其复合材料工程器件应用最广泛的快速烧结方法。采用添加剂的热压烧结能够强烈促进致密化速率,并可以获得接近理化密度的材料,明显提高产品性能。目前采用的助剂与常压烧结采用的助剂相似。液相烧结在碳化硅及其复合材料烧结中占重要地位。
实验表明,在2150℃下热压烧结10min,碳化硼陶瓷的相对密度达到91.6%,室温杨氏模量292.5GPa,室温泊松比0.16,在0~1000℃内,温度与线膨胀系数成正比,而导热系数降低。
2、靶材热压烧结
通常,熔融铸造法无法实现难熔金属溅射靶材的制备,对于熔点和密度相差较大的两种或两种以上的金属,采用普通的熔融铸造法,一般也难以获得成分均匀的合金靶材,对于无机非金属靶材、复合靶材,熔融铸造法更是无能为力,而粉末冶金法是解决制备上述靶材技术难题的最佳途径。同时,粉末冶金工艺还具有容易获得均匀细晶结构、节约原材料、生产效率高等优点,目前已成为磁控溅射靶材的主要制备方法和研究热点。

粉末冶金法;将一定成分配比的合金原料熔炼,浇注成铸锭后再粉碎,将粉碎形成的粉末经等静压成形,再高温烧结,最终形成靶材。常用的粉末冶金工艺包括冷压、真空热压和热等静压等,而真空热压烧结可以制备大尺寸、高致密度的平面靶材,应用最为广泛。